
Робототехника в промышленности
Одним из наиболее сложных и ответственных элементов в электроприводном ПР является сервопривод (СП). Схема сервопривода ПР приведена на рис. 3.13.
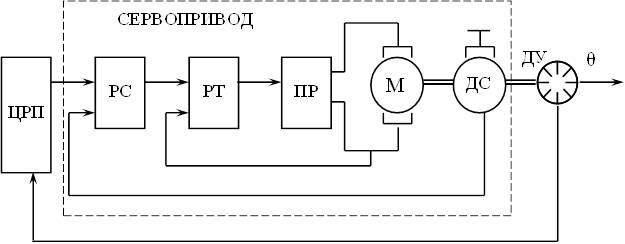
Рис. 3.13. Схема сервопривода ПР.
Данная схема представляет собой аналогово-цифровую систему автоматического управления, в которой сочетаются преимущества комбинированной аналоговой системы, работающей по принципу трехконтурной системы подчиненного регулирования, с достоинствами цифровой системы (высокая точность и удобство программирования).
Первый контур образован двигателем (М) с преобразователем (ПР) и регулятором тока (РТ). Во второй контур входят датчик скорости (ДС) и регулятор скорости (РС). В состав третьего контура дополнительно входят датчик угла (ДУ) и цифровой регулятор положения (ЦРП).
В качестве регуляторов скорости и тока в ПР чаще всего используются аналоговые, а в последнее время – и цифровые, операционные усилители с помощью которых легко реализуется практически любой требуемый закон управления. Датчик скорости также может быть как аналоговым, так и цифровым.
В ряде случаев применение датчика скорости не требуется, т.к. сигнал об изменении скорости может быть вычислен в цифровом регуляторе положения (ЦРП) путем дифференцирования сигнала с датчика угла (ДУ)
Современные тенденции развития робототехники таковы, что позволяют выпускать сервоприводы, которые конструктивно объединяют двигатель, преобразователь, датчики и регуляторы скорости и тока.
Для электроприводов используют специальные двигатели с электромагнитным тормозом и управлением от ЧПУ, обеспечивающие многопозиционное или контурное управление. В малых и средних роботах применяются высоко моментные шаговые приводы. Электроприводы комплектуют шаговыми и линейными двигателями.
Структура устройства программного управления приводом показана на рис.3.14.
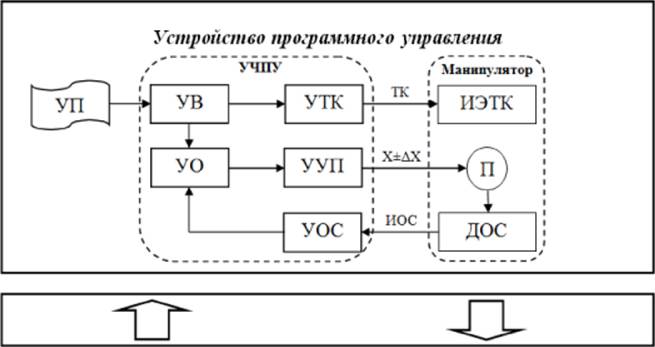
Рис. 3.14. Структура устройства программного управления:
УП—управляющая программа; УВ—устройство ввода; УО—устройство обработки; УУП—устройство управления приводом; УТК—устройство технических команд; УОС—устройство обратной связи; ИЭТК—исполнительные элементы технологических команд; П—привод; ДОС—датчик обратной связи; ТК—технологическая команда; ИОС—информация обратной связи.
В общем случае, структура привода образована устройством управления, состоящим из информационной и силовой частей, двигателя, передаточного устройства, выполняющего передачу механического движения от двигателя к исполнительному органу и согласование видов их движений и их параметров.
Структура электропривода роботов, в общем случае, образована электродвигателем с датчиками обратной связи по положению и скорости, передаточным устройством (механической передачей), тормозом, муфтами (например, для защиты двигателя от перегрузки) и устройством управления.
По функциональному признаку приводы ПР делятся на регулируемые и следящие. Регулируемые приводы работают, в основном, с ЦПУ (цикловым программным управлением). Следящие приводы – с ЧПУ и применяются тогда, когда необходима фиксация движения в любой точке.
3.1.2. Рабочий орган промышленного робота
Рабочий орган или захватное устройство – это узел механической системы ПР, обеспечивающий захватывание и удержание в определенном положении объекта манипулирования. Объекты могут иметь различные размеры, форму и массу, поэтому захваты относят к числу сменных элементов ПР и манипуляторов. Как правило, ПР комплектуют набором типовых (для данной модели) захватных устройств, которые можно менять в зависимости от требований конкретной технологической задачи.
Манипуляторы промышленных роботов оснащают двумя классами рабочих органов, к которым относятся:
–захватные устройства (ЗУ), предназначенные для захватывания и удержания предметов производства (ПП) или технологической оснастки;
–инструменты и технологические головки —приспособления и устройства, выполняющие основные технологические операции.
Захватные устройства могут удерживать детали, оснастку, инструменты и технологические головки. В качестве инструментов и технологических головок роботы оснащают ковшами для разливки расплавленного металла; клещами для точечной сварки; горелками для дуговой сварки, пламенной резки и зачистки; сверлильными, фрезерными, шлифовальными головками и др. В качестве рабочего органа используют сборочные инструменты (винта- и гайковерты, запрессовщики и т.п.), краскопульты и измерительные головки. Ограничений на тип и устройство рабочих органов нет, их выбирают из существующих конструкций или проектируют в соответствии с требованиями конкретного технологического процесса.
Рабочий орган связывает манипулятор с удерживаемой или обрабатываемой деталью. Это важная часть робота, поскольку он является последним звеном, через которое робот взаимодействует с предметом производства. Успешное применение робота во многом зависит от конструкции и изготовления его рабочего органа, конструкция которого должна соответствовать требованиям конкретного технологического процесса и быть увязанной с конструктивно-технологическими особенностями примененного робота, а также с системой управления и информационного обеспечения всего технологического оборудования, входящего в состав роботизированного комплекса. Очевидна и зависимость рабочего органа от принятой организации рабочей среды.
Свойства рабочего органа ПР. Вне зависимости от назначения рабочий орган промышленного робота обладает следующими свойствами:
–является многоэлементной механической системой, имеющей конкретное технологическое назначение;
–определяет непосредственную область применения конкретной модели промышленного робота;
–относится к числу сменных компонентов манипулятора промышленного робота;
–представляет собой приспособления, имеющие, как правило, один или более приводов;
–может содержать датчики внешней информации, обеспечивающие его адаптацию к конкретным условиям рабочей среды и решаемой задачи;
–может быть многофункциональным устройством, обеспечивающим решение более чем одной технологической задачи (перенос детали с одновременным измерением ее параметров; обрезка облоя деталей; сортировка деталей; разделение слоистых материалов и т.п.).
В состав рабочего органа робота входят: узел крепления захвата или инструмента к присоединительному фланцу руки робота; несущая конструкция; привод (пружинный, пневматический, гидравлический, электромеханический или другой); механические соединительные и рабочие элементы (рычаги, пальцы, насадки, инструмент и т.п.); датчики. При этом датчики вводят в состав рабочего органа с различными целями: для его очувствления (тактильные, силовые, силомоментные), оценки хода технологического процесса (например, контроля подачи электрода, расхода материалов, крутящего момента при сверлении или завинчивании и т.п.) и определения состояния объекта манипулирования.
Для захватных устройств определены усилие захватывания, показатели быстродействия (время захватывания, время отпускания, время локальных перемещений ЗУ), характерные предельные размеры захватываемого предмета производства (например, минимальный и максимальный диаметры цилиндрического предмета). Если робот имеет набор сменных схватов, то указываются общие пределы для всех этих схватов.
Показатели быстродействия (время перемещений, захватывания и отпускания) зависят преимущественно от вида привода (двигателей), а при одном и том же виде привода изменяются не в очень широких пределах. Обычно везде, где это возможно, используют пневматические приводы, так как они наиболее быстроходны, недороги, сравнительно мало весят и их легко обслуживать.
Технические показатели инструментов и технологических головок также устанавливают отдельно для каждого типа инструмента. Обычно это показатели, характеризующие параметры технологического процесса (усилие запрессовки в прессовых головках, расход краски для распылителей окрасочных роботов, максимальная сила тока электросварочного устройства, момент затяжки гайковерта и т.п.).
Технические требования к конструкции рабочего органа можно разделить на две группы:
–общие требования, относящиеся и к захватным устройствам, и к инструментам, и к любым другим видам оснастки;
–специальные требования, предъявляемые конкретными условиями работы (со стороны обслуживаемого оборудования и примененного промышленного робота, а также конкретными технологическими процессами, операциями, организацией окружающей среды и т.п.).
Соответствие технологическому назначению и техническим показателям робота. Рабочий орган должен быть спроектирован, выбран и (или) модернизирован так, чтобы иметь технические показатели, полностью соответствующие заданному технологическому назначению, условиям производственного процесса и не ухудшающие технические показатели промышленного робота (соответствовать прежде всего показателям грузоподъемности, погрешности позиционирования, не способствовать появлению вибраций и т.п.).
Безопасность для обслуживающего персонала, безаварийность и надежность в работе —относятся к самым важным требованиям. Рабочий орган взаимодействует не только с предметом производства, но и с другим оборудованием: станками, конвейерами, питателями, зажимными приспособлениями и т.п. В ряде случаев может происходить взаимодействие и с человеком-оператором (например, оператор может периодически загружать заготовки в питатель, производить выборочные измерения обработанных деталей или устанавливать детали в зажимное приспособление для сварки). При сбоях программы возможно отключение питания рабочего органа, а также его столкновение с предметами, находящимися в рабочей зоне робота, что может привести к его повреждению, а также представлять опасность для оператора и вызвать аварийную ситуацию. В этой связи:
–при отключении питания захватное устройство должно продолжать удерживать предмет производства, а технологическая головка полностью отключаться и отходить (с помощью пружин, противовесов и т.п.) в безопасный сектор зоны обслуживания ПР;
–между оборудованием, различными приспособлениями и роботом должна предусматриваться взаимная блокировка, препятствующая возникновению аварийных ситуаций;
–рабочие органы робота следует защищать средствами обеспечения безопасности (тактильными скобами, инфракрасными датчиками и т.п.) от возможных столкновений с объектами, расположенными в зоне обслуживания ПР;
–показатели надежности рабочего органа должны быть сопоставимы с показателями промышленного робота.
Грузоподъемность манипулятора включает и массу рабочего органа, а общая масса объектов манипулирования влияет на скорость перемещений, величину инерционных нагрузок и, в конечном счете, – на производительность РТК и точность обработки. Обычно для снижения массы разрабатывают тонкостенные, но усиленные ребрами жесткости конструкции, в которых используют легкие и прочные материалы (алюминий, магний).
Малые габариты рабочего органа способствуют снижению его массы, позволяют экономнее использовать рабочую зону, улучшают рабочие характеристики робота, содействуя уменьшению момента инерции последнего звена манипулятора.
Максимальная жесткость и прочность рабочего органа во многом определяют рабочие характеристики робота. Недостаточная жесткость рабочего органа ухудшает погрешность позиционирования руки манипулятора. Закрепление нежесткой или непрочной оснастки на присоединительном фланце может вызвать чрезмерную вибрацию, которая при применяемых скоростях перемещения конечного звена руки (до 2,5 м/с) может привести к повреждению или разрушению рабочего органа. Использование жестких конструкций позволяет избежать вибраций.
Максимальное усилие сжатия объекта манипулирования при гарантии надежного удержания и недопущении его разрушения или повреждения поверхности (благодаря применению эластичных накладок на пальцах ЗУ, силовых и силомоментных датчиков и т.п.).
Возможность применения для выполнения различных технологических операций и использования для работы с различными предметами производства в пределах одного или разных конструктивно-технологических классов достигается в результате применения:
–универсальных, широкодиапазонных и антропоморфных захватных устройств (в том числе за счет ручной перенастройки на детали разных размеров и использования сменных вкладышей и накладок);
–перенастраиваемых (в том числе автоматически) технологических головок;
–многоцелевых технологических головок, обеспечивающих выполнение нескольких технологических операций (например, головок, работающих с использованием методов электромагнитного или вихревого ориентирования деталей);
–автоматической смены захватных устройств и инструментов в соответствии с классом предметов производства и требованиями технологической операции.
Удобство технического обслуживания, замены и ремонта. Необходимо предусмотреть легкость и безопасность контрольного осмотра рабочего органа, возможность быстрой замены непрочных и изнашиваемых элементов конструкции, а также сменных деталей (накладок, вкладышей, пальцев). В целях уменьшения числа инструментов, требуемых для технического обслуживания, в конструкции рабочего органа по возможности следует использовать один и тот же тип крепежных деталей.
Классификация захватных устройств ПР проводится по нескольким принципам. Захватные устройства (ЗУ), или захваты, относятся к группе комплектующих изделий промышленных роботов. По принципу действия все ЗУ принято укрупненно подразделять на три группы: механические, вакуумные, магнитные, рис. 3.15.

Рис. 3.15. Классификация захватных устройств ПР по принципу действия
В приведенную классификацию дополнительно введены ЗУ с эластичными камерами, которые относят к группе универсальных захватов, и прочие ЗУ, к которым можно отнести, например, бесконтактные струйные и электростатические захваты. Рассмотрим другие частные классификации ЗУ по наиболее важным классификационным признакам.
По способу удержания объекта, рис. 3.16.
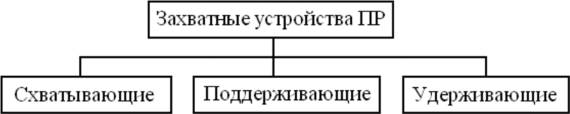
Рис. 3.16. Классификация захватных устройств ПР по способу удержания объекта
Схватывающие ЗУ удерживают объект благодаря кинематическому воздействию рабочих элементов (губок, пальцев, клещей) с помощью сил трения или комбинации сил трения и запирающих усилий. Все схватывающие ЗУ активного типа подразделяются на две группы: механические (клещи, тиски, шарнирные пальцы) и с эластичными рабочими камерами, деформирующимися под действием нагнетаемого внутрь сжатого воздуха или жидкости.
В поддерживающих ЗУ для удержания объекта используют нижнюю поверхность, выступающие части объекта или имеющиеся в его корпусе отверстия. К таким ЗУ относят крюки, петли, вилки, лопатки и захваты питателей, не зажимающие заготовки.
Удерживающие ЗУ обеспечивают силовое воздействие на объект благодаря использованию различных физических эффектов. Наиболее распространены вакуумные и магнитные ЗУ. Реже встречаются ЗУ, использующие эффект электростатического притяжения, адгезии и др.
По способу действия выделяют ЗУ: не приводные (например, с использованием пружины) и приводные (наличие какого-либо привода для срабатывания захвата).
По поверхности захватывания объекта: наружные (для захвата валов, корпусов, пластин) и внутренние (для захвата втулок, колец, шайб и т. п.).
По виду управления ЗУ подразделяются, рис. 3.17.
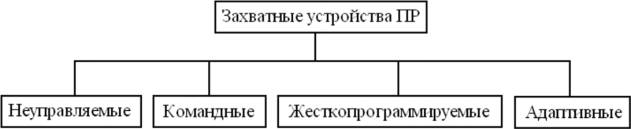
Рис. 3.17. Классификация захватных устройств ПР по виду управления
Неуправляемые —пружинные механические устройства с постоянными магнитами или с вакуумными присосками без принудительного разрежения. Для снятия объекта с таких ЗУ требуется усилие большее, чем усилие его удержания.
Командные ЗУ управляются только командами на захватывание или отпускание объекта. К этой группе относят ЗУ с пружинным приводом, оснащаемые стопорными устройствами и срабатывающие через такт. Разжимаются и зажимаются губки пружинных ЗУ благодаря взаимодействию их с объектом манипулирования.
Жесткопрограммируемые ЗУ управляются сигналами системы управления ПР. Величина перемещения губок, взаимное расположение рабочих элементов, усилие зажима в таких ЗУ могут меняться по программе, которая может управлять и действием технологических приспособлений.
Адаптивные ЗУ —программируемые устройства, оснащенные различными датчиками внешней информации (определения формы поверхности, массы объекта, усилия зажима, наличия проскальзывания объекта относительно рабочих элементов ЗУ).
По характеру крепления ЗУ к руке манипулятора выделяют следующие виды ЗУ, рис. 3.18.
Несменяемые ЗУ —устройства, являющиеся неотъемлемой частью конструкции руки манипулятора, замена которых не предусматривается.

Рис. 3.18. Классификация захватных устройств ПР по характеру крепления ЗУ к руке манипулятора
Сменные – устройства, представляющие собой самостоятельные узлы с базовыми поверхностями для крепления к руке манипулятора.
Быстросменные ЗУ —сменные, у которых конструкция базовых поверхностей для крепления ЗУ к манипулятору обеспечивает их быструю смену (например, исполнение в виде байонетного замка).
Пригодные для автоматической смены ЗУ —устройства, у которых конструкция базовых поверхностей обеспечивает возможность их автоматического закрепления на руке манипулятора.
Поскольку в машиностроении широкое распространение получили ПР с механическими захватами, приведем классификацию механических ЗУ по наличию и типу привода и типу передаточного механизма, рис. 3.19.
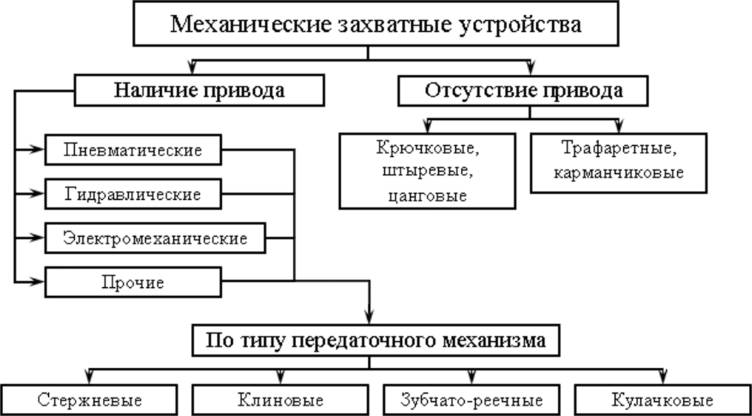
Рис. 3.19. Классификация механических захватных устройств ПР
В ней выделены две группы ЗУ: приводные и неприводные. По типу механизма, передающего усилие от привода к зажимному органу, представлены четыре группы.
Из множества схем механизмов передачи усилий в захвате на практике чаше всего используются схемы плоских механизмов с одним двигателем и одной степенью свободы для захватывания призматических (любого сечения) и плоских объектов.
В случае длинномерных объектов они обеспечивают захватывание одного сечения. Простейшими являются схемы с прямой передачей, в которых единственный подвижный рабочий элемент жестко связан со штоком пневмоцилиндра и поэтому перемещается по его оси. Введение объекта в зону между рабочими элементами осуществляется вдоль вертикальной оси.
Из механизмов с несколькими степенями подвижности наиболее распространены механизмы с двумя выходными звеньями, симметрично расположенными и симметрично перемещающимися относительно средней плоскости. В схеме с простейшим шарнирно-рычажным механизмом осуществляется преобразование линейного горизонтального движения штока пневмоцилиндра во вращательное движение верхнего рабочего элемента. Введение объекта в зону между рабочими элементами осуществляется вдоль горизонтальной оси (обычно выдвижением руки).
Очень распространены схемы клещевых захватов, в которых выходные звенья вращаются симметрично относительно горизонтальной оси вокруг неподвижных осей в противоположные стороны. Все эти схемы выполнены так, чтобы сжатие губок захвата осуществлялось при подаче давления в бесштоковую полость пневмоцилиндра. Общим недостатком клещевых захватов является вращение рычагов. При жестком закреплении на них рабочих элементов не может быть обеспечено захватывание плоских предметов различной толщины, поэтому клещевые ЗУ чаще используются для захватывания цилиндрических объектов.
В группе шарнирных механизмов определенный интерес представляет схема, в которой один механизм присоединен к другому. Необходимость такого соединения состоит в том, что при подходящем выборе параметров может быть получено очень широкое раскрытие рабочих элементов, необходимое в ряде случаев. Рабочие элементы вращаются вместе с рычагами, как у обычного клещевого захвата. Все рассмотренные шарнирные механизмы имеют только вращательные пары, они достаточно просты в изготовлении, что особенно важно при доводке и модернизации захватов в процессе эксплуатации роботов. Увеличенные зазоры и погрешности сопрягаемых поверхностей не существенно сказываются на стабильности положения объекта, поскольку при захватывании зазоры выбираются в одну сторону. При правильном выборе параметров и ограничении перемещений и углов поворота звеньев заклинивание и застревание объекта практически исключаются.
ГЛАВА 4. ИНФОРМАЦИОННО-ИЗМЕРИТЕЛЬНАЯ СИСТЕМА РОБОТА
Функциональные возможности промышленных роботов, их динамическая точность, надежность и быстродействие в значительной мере определяются видом и составом информационно-измерительной и управляющей системы (ИИУС), в состав которой, в зависимости от характера решаемых задач и функциональных особенностей, могут входить различные наборы датчиков, т.е. образуется так называемая система очувствления промышленных роботов. Существует классификация систем очувствления ПР, согласно которой средства очувствления делятся на бесконтактные, которые в свою очередь подразделяются на системы технического зрения и локационные системы очувствления, и контактные, имеющие деление на системы силомоментного и тактильного очувствления. Роботы, оборудованные системами технического зрения (СТЗ), применяются в промышленном производстве на операциях контроля и сортировки различных деталей, сборки и комплектации узлов, разбора деталей, поступающих в навале, для измерения координат движущихся деталей, подлежащих захватыванию, на операциях контроля качества покрытия и других операциях.
Информационная система (ИС) обеспечивает сбор, первичную обработку и передачу в систему управления данных о функционировании узлов и механизмов ПР (в том числе и блоков системы управления) и о состоянии внешней среды. Информационная система входит в состав СПУ и включает в себя устройство обратной связи (УОС), устройство сравнения (УСр) сигналов и комплекс датчиков обратной связи (ДОС) различного функционального назначения.
Информационные системы ПР по функциональному значению условно можно разделить на три подсистемы:
• восприятия и переработки информации о внешней среде, в которой функционирует робот;
• внутренней информации о состоянии узлов, механизмов и систем ПР;
• обеспечения техники безопасности.
Условность такого разделения определяется тем, что одни и те же датчики и блоки обработки информации могут на основе меж сенсорного и сенсомоторного взаимодействий участвовать как в восприятии внешней информации, так и в контроле собственного состояния ПР, а информационная подсистема обеспечения техники безопасности функционирует в результате взаимодействия двух первых подсистем.
Подсистема внешней информации определяет функциональные возможности ПР и степень сложности решаемых им задач. Она предназначена для сбора информации о внешней среде и контроля за состоянием объекта труда и обслуживаемого оборудования.
Подсистема внутренней информации в зависимости от решаемых задач может содержать различные устройства для:
–оценки положения и скорости движения степеней подвижности ПР. Регистрирует фактическое состояние ПР в каждый момент времени и сравнивает поступающую информацию с требуемыми параметрами движения;
–аварийной блокировки. Предотвращает поломки механической системы ПР и взаимодействующего с ним оборудования при появлении случайных сбоев;
–диагностики и прогнозирования ресурса ПР, предназначенные для определения причин отказов.
Коммуникационная система (КС) или система связи предназначена для обмена информацией между роботом, человеком и технологическим оборудованием. Цель такого обмена: передача роботу заданий в соответствии с изменяющейся технологией производства, контроль функционирования робота, диагностика неисправностей, регламентная проверка и настройка подсистем робота и т.п. Важной частью системы связи современных роботов является многомодальный человеко-машинной интерфейс.
В состав информационной системы робота входят чувствительные (сенсорные) устройства внешней среды, система внутренней диагностики и устройства контроля и блокировок. ИС обеспечивает сбор, первичную обработку и перевод в СПУ данных о функционировании механизмов робота и о состоянии внешней среды.
Структурную схему ИС адаптивного робота можно представить в виде схемы, представленной на рис. 4.1.

Рис. 4.1. Структурная схема ИС адаптивного робота