В поисках идеального потока. История Производственной системы Росатома
5. «Существует столько же путей достижения цели, сколько тропинок, ведущих к вершине горы Фудзи», – говорили основатели TPS. Версий проведения кампаний может быть бесконечное множество. Но! Кампания должна быть не замудреной, понятной высшему и среднему персоналу ГК «Росатом». Эта ясность придаст уверенности в конечном результате. Методика кампании должна быть настолько ясной, чтобы ответственность за ее внедрение могли брать на себя те, кто уже прошел обучение и получил первичный опыт по ее применению на предприятиях ГК «Росатом» (около 2 тысяч человек), а также простые рабочие. Кампания должна включить в эту работу не только «элитный ПСР-спецназ», но и всю вертикаль власти: дирекции ГК – дивизионы – директора – мастера – бригадиры.
6. Были и остаются риски, что при проведении кампании не будет ровных результатов на всех предприятиях. Где-то не будут достигнуты поставленные цели, а некоторые предприятия смогут взять высоту, но не смогут ее удержать.
Несмотря на это есть явные преимущества проведения сегодня массированной кампании:
– ГК «Росатом» начнет работать на реальную конкурентоспособность своей продуктовой линейки, что является главным фактором для достижения сформулированных целей глобальной экспансии;
– через глубокий кадровый аудит на «боевом марше» мы проявим максимальное количество лидеров;
– мы проверим в реальном бою всех «наемников» – лучшие консалтинговые фирмы страны и мира, которых привлечем на время кампании;
– вся вертикаль власти освоит новые навыки работы по повышению производственной эффективности в условиях повышенной организационной активности;
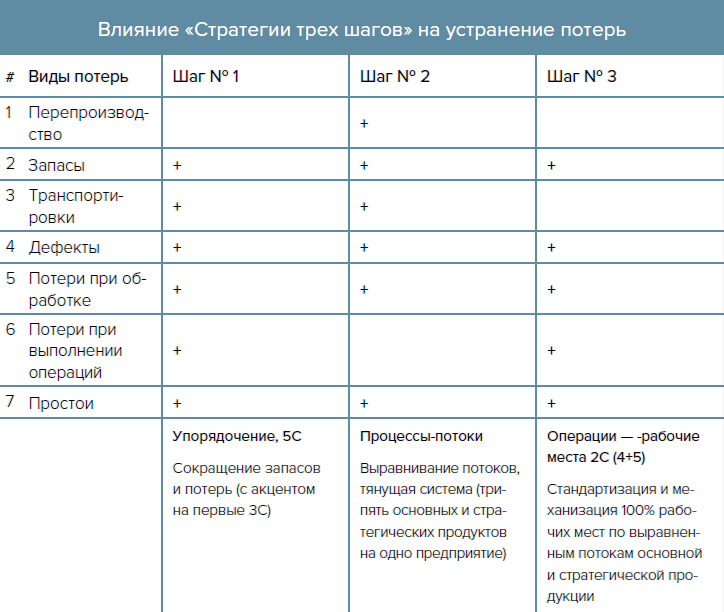
Как видно из таблицы, эти три шага охватывают более 80 % основных потерь.
– будет приобретен вкус к новым победам и самообразованию непосредственно в процессе работы;
– мы проявим и сделаем прозрачными все проблемы, связанные с эффективностью управления трудовыми процессами, управления производством на уровне бригады, цеха, завода, дивизиона, возможностью работы «точно вовремя» в сегодняшней системе закупок.
В результате в ГК «Росатом» станет возможным восстановить жесткую вертикаль управления эффективностью производственных процессов, когда все функциональные стратегии будут подчиняться этой цели, а не жить своей жизнью, как сегодня.
Содержательную концепцию кампании по тотальной оптимизации производства мы видим как «Стратегию трех шагов» и предполагаем возможным провести ее за 16 месяцев 2011–2012 годов (с 1.09.2011 по 31.12.2012).
«Стратегия трех шагов»Нулевой этап (подготовительный период). Июль–сентябрь 2011 года
– подготовка трех методик по трем шагам кампании «Стратегия трех шагов», нацеленных на устранение основных «низко висящих» производственных потерь;
– продуктовое целеполагание по основным и стратегическим продуктам: что? сколько? когда? какой стоимости? какого качества?
– структуризация расчетных параметров по повышению производительности труда на 40 % и снижению себестоимости на 10 % в разрезе лет: 2011, 2012, 2013;
– все решения по материальной и моральной мотивации всех участников этого проекта (кампании).
Основной периодРассмотрим влияние всех трех предполагаемых шагов на устранение всех видов потерь на производстве.
Шаг № 1. Упорядочение, 5С5С – достаточно простая технология, нацеленная на повышение:
– безопасности (дисциплинированность, порядок, другое настроение на производственной площадке);
– качества (сокращение потерь от брака, от загрязнения хламом производственной среды и неисправности оборудования);
– производительности (сокращение запасов, эффективное использование рабочих мест, сокращение простоев).
Почему 5С – первый шаг?1. Мировая практика: 5С – отправная точка в улучшении производственных процессов. Опыт: если 5С внедрена, то можно считать последующие улучшения на 50 % освоенными.
2. Наиболее понятный, доступный в реализации метод рациональной организации рабочего пространства. Причем это не однократный «подвиг» генеральной уборки. Это принципиально новый стиль отношения к рабочей среде.
3. Универсальность – одинаково эффективно работает на промышленных предприятиях, стройках, в проектных организациях и офисах.
4. Позволяет активно вовлекать в процесс совершенствования непосредственно рабочих.
5. Наименее затратная тактика – время, транспортировка, управленческие решения. Капитальные затраты минимальны.
6. Преемственность – система «Упорядочения» была основой обеих волн НОТ – 1922 года (Гастев), 1962 года (НОТПиУ).
7. Тест на профпригодность – если менеджеры компании не смогли реализовать систему 5С, значит, они не смогут провести никаких дальнейших изменений.
Главная мысль: если менеджеры компании не могут реализовать систему 5С, значит, они не могут эффективно управлять вообще.
Шаг № 2. Оптимизация производственных потоков основных изделийЭто уже более сложная методика, в которой будет использовано до 13 инструментов TPS:
– производственный анализ и визуализация;
– картирование и выравнивание потоков производства;
– система «канбан» – контроль производственных потоков;
– создание тянущей системы;
– изменение расположения оборудования;
– SMED (Single-Minute Exchange of Dies) – быстрая переналадка и т. д.
Потребуется массированное дообучение на ходу и внешнее консультирование.
Шаг № 3. Оптимизация и стандартизация рабочих местСамое глубинное погружение в эргономику, навыки и реакции конкретного человека. Это:
– оптимизация рабочих мест;
– рационализация условий труда;
– оптимизация загрузки во время смены;
– освоение смежных профессий;
– стандартизация и механизация рабочих мест;
– решение проблем снизу вверх и т. д.
Третий шаг придает кампании завершенность первого круга оптимизации, нацеленного на устранение «низко висящих потерь» (20 % усилий = 80 % результата).
Во время всей кампании под руководством первого лица отрасли постоянно должен действовать штаб ПСР-преобразований. Раз в месяц – выезд на одну из площадок (готовит руководитель проекта и руководитель дивизиона) плюс развернутые доклады в Москве по результатам всех этапов.
Должна идти массированная и содержательная информационная кампания от первого лица, опирающаяся на российские ценностные ориентиры.
Планирую обсудить эти подходы на встрече с Хаяси в Токио 23–25 июля.
Обозов С. А.6.07.2011Мне довелось обсуждать эти подходы на встрече с Хаяси в Токио в июле 2011 года. Разговор оказался непростым. Ведь мысли и идеи я излагал явно с русским, непривычным для них, подходом. И, честно говоря, они сильно не совпадали с японскими.
Хаяси обратил на это мое внимание, но в итоге понял, что нас уже не переубедить, что мы хотим оттолкнуться от опыта своего легендарного Минсредмаша и намерены попробовать пойти в формате кампании, а не тоненько-узенько по одним образцам. Хаяси с трудом согласился, упирая на опасности такого пути.
Сейчас, через 9 лет, я его очень хорошо понимаю. Но тогда нас было не остановить. Мы были должны пройти этот путь. События начали развиваться стремительно.
В трех шагах от успеха
В 2012 году развернулась большая работа по всем восьми дивизионам ГК «Росатом» на 92 предприятиях. В нее было вовлечено множество людей. Шанс проявить себя получили практически все.
Как и планировалось, мы шли в три шага: внедрение 5С, оптимизация потоков основной продукции и стандартизация рабочих мест. Логика была такой: от грубого порядка (первый шаг) к более тонкому (второй шаг), а затем – к более структурированному порядку (третий шаг).
Результаты у предприятий и дивизионов, конечно, были очень неровными. Кому-то удалось взять высоту, а кто-то взял, но не удержал. Мы это прогнозировали, так что встречали подобные ситуации без излишних переживаний.
Если вкратце, то у нас получилось серьезно сократить производственные площади и складские помещения, избавиться от металлолома. Но порой площадки тут же захламлялись снова. Не всегда удавалось удержать стандарты процессов и рабочих мест. За год и невозможно было все успеть. Но самый важный результат лично для меня – вовлечение состоялось. 39 тысяч сотрудников отрасли положительно отреагировали на вопросы про ПСР. Это было непривычно для нас и похоже на явный успех.
В рамках «Стратегии трех шагов» мы шли ковровой бомбардировкой по всем заводам. Хаяси сначала вроде бы поддержал, но после твердо заявил, что считает это безумием. Даже угрожал, что будет требовать уволить меня. Он просто искренне не знал, что с этим нашим подходом делать. Сегодня, спустя годы, я твердо уверен, что если бы мы вернулись сейчас назад, то надо было бы делать то же самое.
Мы всем предприятиям дали шанс, что-то привили. Где-то взошло. Где-то нет. Но сегодня нас никто не может упрекнуть, что мы кого-то обошли, оставили в стороне, не дали шанс проявиться. И эта стратегия оказалась абсолютно правильной!
Через три года мы побывали на Toshiba в Японии вместе с Сергеем Владиленовичем Кириенко, Александром Марковичем Локшиным и руководителями дивизионов – Андреем Владимировичем Никипеловым («Атомэнергомаш») и Юрием Александровичем Олениным (тогда руководил ТК «ТВЭЛ»). Руководство Toshiba подтвердило, что они начинали точно так же. Даже удивительно, как сошлось, хотя нам тогда казалось, что это чисто русский подход. Результаты той серьезной «напалмовой» работы мы ощущаем еще и сегодня.
Развитие ПСР в АО «ЦКБМ»2010 год – официальное начало систематического внедрения. 2010–2012 годы – отсутствие понимания, зачем это нужно, как этим пользоваться. Эмоциональные решения, «смута».
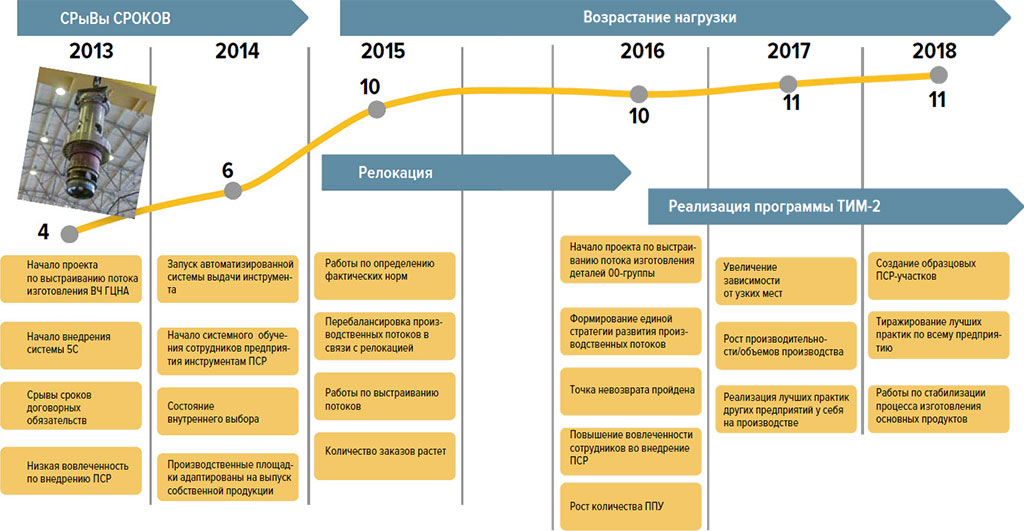
Развитие ПСР за 2013 год

Развитие ПСР за 2014 год
Развитие ПСР за 2015 год
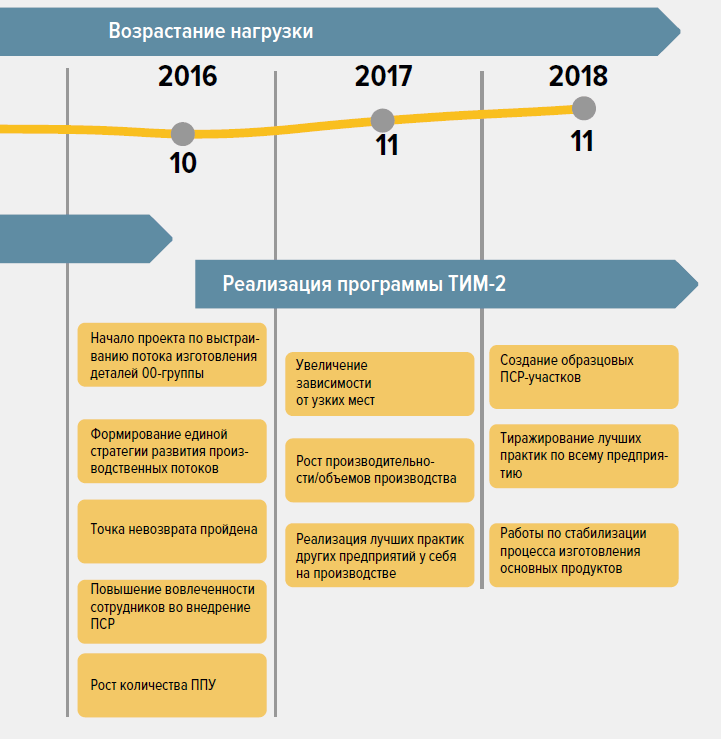
Развитие ПСР за 2016 год
Шаги вперед и шаги назад Прошел 2012 год, прошла наша системная кампания «Стратегия трех шагов». Казалось бы, теперь всегда надо действовать в той же логике: все подвергнуть упорядочиванию через 5С, все картировать, все стандартизировать, и будет счастье. Но нет. Все оказалось намного сложнее. И я покажу это на примере опыта петербургского предприятия ЦКБМ, где после кампании возникла «смута в сознании». Посмотрим по слайдам, как ЦКБМ двигалось последовательно в 2013–2016 годах в освоении ПСР.
В 2013 году говорится об отсутствии мотивации у руководителей всех уровней, о том, что по-прежнему присутствуют случаи агрессивного внедрения ПСР.
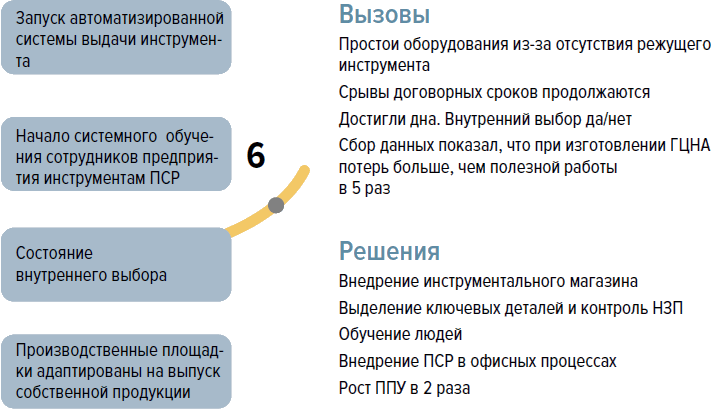
В 2014 году мы констатируем факт, что потерь больше, чем полезной работы – в 5 раз.
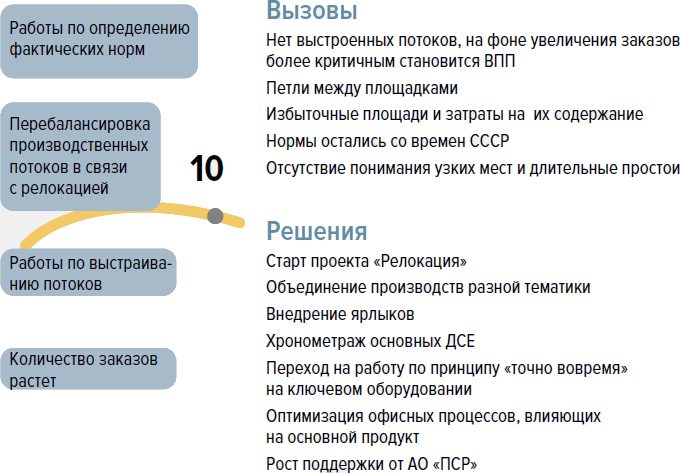
В 2015 году мы видим отсутствие истинного понимания, где на производстве узкие места и в чем коренные причины длительных простоев.
А в 2016 году мы по-прежнему говорим, что внедрение ПСР ведется несистемно, говорим о больших потерях (около 50 %) при выполнении работ по переналадке.
Все это говорит о том, что для тех, кто пойдет после нас, не может быть однозначного стандарта, общей последовательности внедрения производственной системы. Будет все, как в примере ЦКБМ: два шага вперед, шаг назад; три шага вперед, два назад. Это реальная жизнь. И этот опыт еще раз убеждает: на то, чтобы по-настоящему внедрить производственную систему на бережливых методах, чтобы она закрепилась в сознании и развивалась без внешних толчков, нужен не год или два, а минимум три года, а иногда и пять лет.
Этот вывод крайне важно учесть для дальнейшего развития национального проекта по повышению производительности труда, к которому мы не раз еще обратимся в дальнейшем повествовании.
Диагноз – еще не результат
А теперь вернемся на полшага назад. Разворачивая работу по созданию собственной производственной системы, мы стремились изучать разные практики и адаптировать их применительно к себе. Примерно в середине 2011 года поработали и с популярной в то время методикой тотальной оптимизации производства (ТОП), которую демонстрировала на российских предприятиях международная консалтинговая группа McKinsey. Мы предложили сделать совместный проект: например, на ЗиО одной командой в составе, допустим, пять на пять человек провести совместно диагностику и закрепить ее в методике.
Признаюсь, поначалу думал, что в McKinsey, посоветовавшись с глобальным центром в США, нам откажут. Для них методика тотальной оптимизации производства является бизнесом. Какой смысл открывать свои секреты Росатому? Но они согласились. Я и сегодня благодарен за это смелое решение Степану Солженицыну, который тогда был одним из топ-менеджеров группы McKinsey. Так что вскоре мы приступили.
Были обследованы объекты производственной системы:
– планирование производства,
– управление затратами и качеством,
– ремонт и загрузка оборудования,
– логистика (в том числе закупки),
– управление персоналом,
– охрана труда и техника безопасности.
Диагностика по McKinsey изначально была нацелена на выявление проблем, которые существенно влияют на финансовый результат предприятия. В первую очередь выявлялись проблемы верхнего уровня. Это сбор и анализ данных по таким направлениям:
– общие финансовые показатели,
– технологии,
– схема производства,
– расход материалов,
– персонал,
– качество,
– энергоэффективность.
– организационная структура,
Затем постепенно методика «приземлялась» на проблемы конкретных направлений деятельности, с изучением вариантов их решения. То есть мы шли сверху вниз. Был, в частности, проведен детальный анализ структуры себестоимости в поиске потенциала снижения затрат по основным статьям: материалы, труд, энергоресурсы.
Вот девять основных составляющих, которые были рассмотрены:
1. сырье и материалы;
2. труд основных рабочих;
3. труд вспомогательного персонала, в том числе ремонтников;
4. энергоресурсы;
5. ремонты, в том числе услуги сторонних организаций;
6. инструмент и оснастка;
7. амортизация;
8. управленческие расходы;
9. коммерческие расходы.
По каждой статье был сделан отдельный анализ. Все резервы снижения затрат вскрывались, на этой базе вырабатывались инициативы. В основном их суть заключалась в том, чтобы привести процессы на производстве к лучшим практикам из банка данных McKinsey. Финальный результат – разработка и утверждение программы повышения эффективности предприятия.
Хорошо помню доклад совместной группы в феврале 2012 года, где были приведены такие цифры. За два месяца обобщено 123 проблемы (всего их было выявлено 1,5 тысячи). В чек-листах было 788 вопросов и 10 тысяч ответов на них. Если честно, уже тогда появилось ощущение, с одной стороны, всеохватности нашей работы и в то же время недостаточной цепкости. Хотя формально все выглядело очень логично: проблемы, контрмеры, мероприятия, совещания у руководства, приказы и программы. Но что-то подсказывало, что этот путь – не совсем то, что нужно ПСР.
Кстати, справедливости ради хочу отметить, что все эти 788 вопросов – инициативы нашей пятерки. McKinsey здесь ни при чем. И сразу скажу, что этим путем мы дальше не пошли.
В итоге мы все же смогли разработать совместно с McKinsey методику комплексной оптимизации производства (КОП). Но, начав применять ее на Машиностроительном заводе в Электростали (ПАО «МСЗ»), мы, что было предсказуемо, столкнулись с системной проблемой.
Комплексная диагностика проходила с 19 октября по 18 ноября 2011 года. Состав группы: пять человек от АО «ПСР» и девять человек от ПАО «МСЗ». McKinsey уже нет.
Были выявлены проблемы, установлены их причины, проведен анализ, сформированы рабочие группы по направлениям, разработан план мероприятий. Опрос проводился в пяти производственных цехах в соответствии с чек-листами. В нем принимали участие руководители отделений, мастера, инженеры по охране труда, инженеры по нормированию труда, инженеры-технологи, инженеры по эксплуатации оборудования, экономисты и т. д. Количество вопросов по всем направлениям – более 400 (почти вдвое меньше, чем на ЗиО).
Всего в пяти цехах было выявлено и акцептовано функциональными директорами 80 проблем в каждом из разделов (оборудование, персонал, логистика, технологии и т. д.). Эти проблемы были оценены по приоритетам в зависимости от важности и срочности по десятибалльной системе. Результат – приказ генерального директора, где все мероприятия были сгруппированы в комплексную программу повышения эффективности на три года вперед.
Так мы отправили решение выявленных проблем в «административное плавание», честно говоря, не отслеживая в дальнейшем ход их решения и не помогая в этом.

Господин Суэцуги
Господин Суэцугу (это еще один японский консультант, с ним я подробно познакомлю читателя чуть позже), которому мы детально представили нашу совместную работу с McKinsey, деликатно сказал:
«Ну да, диагностика – это хорошо. Отлично, что вы выявили проблемы. Прекрасно, что сумели обобщить. Замечательно, что отдали на решение руководству. Наверное, эти проблемы частично будут решаться. Только если говорить о стиле Производственной системы Росатома, то способ работы надо поменять. Необходимо браться за что-то конкретное и доводить это до конца вместе, в проектном режиме по полному циклу. И чтобы такая работа носила непрерывный характер»

Первые шаги к бережливой поликлинике
Мы задумались. Но остановились не сразу. Попробовали эту методику аж на 24 предприятиях. Где-то аудит организовали сами предприятия: мы обучили 443 специалиста самостоятельному проведению комплексной диагностики. На большинстве предприятий были разработаны комплексные планы повышения эффективности на период 2013–2015 годов. Но из-за слишком широкого спектра проблем АО «ПСР» не могло взять на себя ответственность за их детальную проработку, за конкретный результат – переход из текущего состояния в целевое. Конечно, это вызывало у нас неудовлетворенность. Еще раз хорошенько все взвесив, мы решили идти другим путем, о котором говорили нам Хаяси и Суэцугу.
Работа с McKinsey, тем не менее, не пропала даром. Нам удалось разбудить предприятия, простимулировать их к поиску и решению проблем – это же все было непосредственно перед кампанией «Стратегия трех шагов».
Спустя несколько лет, в 2017 году, мы вышли за пределы отрасли и помогали осваивать бережливые технологии организациям Минздрава. Помню, как мы приехали в поликлинику в Ярославле. Встретили там представителей министерства с чек-листами, очень похожими на наши образца 2011 года. Ощутили острое чувство опасности и сразу поняли, что надо в поликлиниках, не теряя времени, идти совсем другим путем. Мы нашли самое проблемное место – лабораторию по забору крови, куда тянулась огромная очередь. Поставили задачу – «убить» очередь именно здесь. За два дня провели картирование, хронометраж, описали целевое состояние. Потом за два месяца его достигли. Выполнив всю работу от начала до конца, мы добились абсолютного успеха, который стал отличным примером для остальных сотрудников поликлиники. Это создало репутацию нашему методу. И дало намного более мощный стимул на работу по другим направлениям.
Остановились бы мы тогда в поликлиниках на чек-листах и полной диагностике, с выявлением множества проблем и формированием протоколов самого высокого уровня (и ограничиваясь только этим) – и колоссальные изменения в тысячах поликлиник по всей стране так и не произошли бы. И, кстати, очень скоро от этого подхода – диагностики по чек-листам – отказался и сам Минздрав, разделив с нами ношу конкретной работы по конкретным проектам.
Но обо всем этом во второй книге.
6. Расширяем горизонты
Руководители встали к станку

Глава Росатома лично проверяет работу тянущей системы
Судьбоносный момент для всего развития ПСР случился весной 2012 года, когда на Ковровском механическом заводе прошло обучение первых лиц госкорпорации, так называемого топ-30. Непосредственно на производственной площадке. Такие мероприятия в отрасли до этого никогда не проводились.
Конечно, руководители Росатома сами не вытачивали втулки и диски. Но они принимали активное участие в процессе. Два дня они следовали за каждым движением операторов, наблюдали работу сложного оборудования, вникали в детали, предлагали рационализаторские решения.
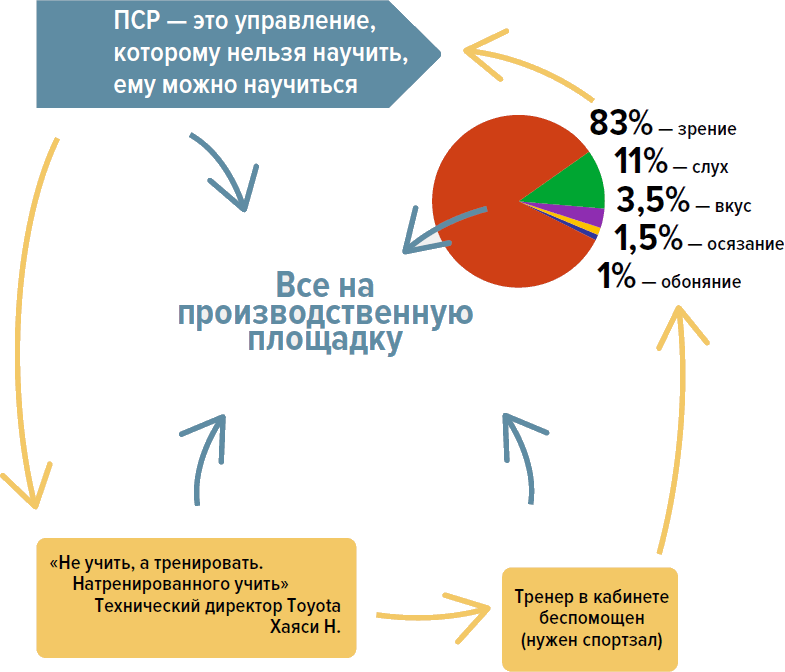
Это обучение мы устроили в разгар кампании «Стратегия трех шагов». Основная идея этой тренировки – Производственной системе Росатома нельзя научить, ей можно только научиться непосредственно на производственной площадке. На 83 % работает зрение, на 11 % слух, на 3,5 % вкус, на 1,5 % осязание и на 1 % обоняние. Именно здесь все работало в комплексе на 100 %.
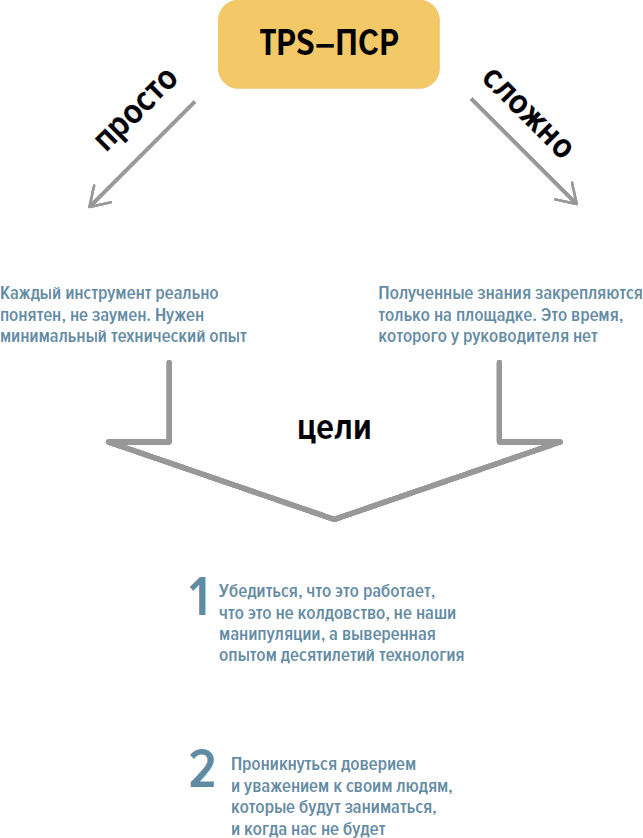
Надо было показать руководителям, как просты и одновременно сложны инструменты TPS/ПСР. Просты потому, что реальны, понятны, не заумны и для их применения нужен минимальный технический опыт. Сложны потому, что приходится спрятать должности и звания, выйти на площадку, узнать на собственном опыте, как все это работает. Увидеть, что ПСР не колдовство, не какие-то манипуляции, а технологии, выверенные опытом десятилетий.
И через это проникнуться доверием, уважением к специалистам, которые занимаются этим «в поле» и поэтому редко попадаются на глаза высоким руководителям.
Для полноты картины еще пара слов о Ковровском механическом заводе. На тот момент там шла уже четвертая волна оптимизации, переход от квадратно-гнездового способа по типу обработки к продуктовым ячейкам. Производственная площадь завода уже сократилась в 2 раза, загрузка оборудования выросла в 1,5 раза, а незавершенное производство в потоках уменьшилось в 10 раз. Но было ясно, что впереди еще много задач по оптимизации. Очередной марш-бросок на пути к идеальному потоку был намечен как раз на 26–27 апреля – с участием руководителей отрасли.

На снимке отмечены потери, которые обнаружили топ-менеджеры Росатома
Идеология. TPS—ПСР – простая и сложная
Идеология. Основная идея «обучения-тренировки»

Юрий Оленин, руководитель дивизиона ТВЭЛ: «Я не верил, Сергей Владиленович, но ведь сработало!»
Для них были подготовлены рабочие места по шести ячейкам: втулка, шток, диск и т. д. Обучение началось в 9 утра с короткого представления теории. Потом участники разделились на группы и разошлись по производственным ячейкам. Им предстояло весь день ни на шаг не отходить от рабочих, замерять время процессов, искать потери, слушая пояснения специалистов ПСР.
Один из участников обучения, помню, в сердцах произнес: «Я ворочаю миллиардами. Делайте здесь все сами». Другой, вместо того чтобы смотреть на процесс и искать в нем проблемы, стал требовать регламенты техпроцесса, надеясь найти там ответы. Задавал вопросы: «Сколько по регламенту отведено времени на операцию?», «Кто, когда и почему закупал именно эти станки?». Потом сам, кажется, запутался и вернулся к процессу.
Но в итоге все, кто поначалу скептически, с раздражением или напряжением относились к происходящему, переключились. Перечень выявленных проблем оказался внушительным.
На следующий день руководители пришли на площадку и не узнали ее: все станки были переставлены, освободились огромные площади. Это был настоящий шок. Мы с техническими службами завода всю ночь передвигали оборудование. Как только участники обучения покинули площадку, пришли монтажники – отключили питание и демонтировали два десятка станков. В полночь подогнали автокран. Ближе к рассвету началась пусконаладка. Неожиданный консерватизм проявил шестишпиндельный станок 1990 года рождения. Он активно сопротивлялся переменам и отказывался работать после перестановки. Но общими усилиями его все же удалось запустить.