
Большая энциклопедия техники
Водоотливные насосы
Насос – устройство для напорного перемещения воды при сообщении ей внешней энергии. Основные параметры насосов – это количество жидкости, перемещаемое за единицу времени, т. е. объемная подача, напор и потребляемая мощность. Насосы различаются по конструкции и принципу действия и делятся на две группы: насосы-машины, работающие от двигателей, и насосы-аппараты, не имеющие движущих устройств и работающие за счет других источников энергии. Насосы-машины бывают: лопастные, поршневые, роторные; насосы-автоматы: струйные, паровые.
Необходимость перемещать большое количество воды была всегда, и самый первый насос изобрел в I в. до н. э. в Древней Греции механик Ктесибий. Этот насос был описан ученым из Александрии Героном. Хотя простейшие поршневые насосы для подъема воды применялись и раньше. После появления паровой машины появилась потребность увеличения высоты подачи воды. Поэтому в начале XVIII в. стали применяться поршневые, вращательные насосы и различные устройства для напорной подачи. До XVIII в. насосы были деревянными. Но в конце XVIII в. их стали делать из металла с приводом от паровой машины. С середины XIX в. появились паровые, поршневые, крыльчатые насосы. В разработке конструкций насосов известны ученые и изобретатели К. Бах, А. П. Герман, Г. Берг, А. А. Бурдаков, В. Г. Шухов, П. К. Худяков, И. И. Кукулевский. В XX в. с 30-х гг. поршневые насосы стали заменяться роторными.
Первый роторный насос был описан И. Лейрехоном в 1624 г. Первый вихревой насос был создан в 1920 г. в Германии инженером С. Хиншем. В 1846 г. в Америке инженер Джонсон построил горизонтальный насос, в 1851 г. в Великобритании такой же насос был сделан по патенту Гуинна. В 1899 г. в России инженер В. А. Пушечников создал вертикальный многоступенчатый насос, имевший подачу 200 м3/ч. И в Москве в 1880 г. на заводе Г. Листа начали делать первые насосы в России, с 1932 г. разрабатываются осевые насосы на заводе «Борец» в городах Дмитрове, Харькове. Конструкторы М. Г. Кочнев, С. С. Руднев, Г. Ф. Проскур, И. Н. Вознесенский.
Модификации современных насосов зависят от их конструкции и применения.
Центробежные насосы используются для подачи холодной и горячей воды. Их работа основана на передаче кинетической энергии вращающегося рабочего колеса находящимся между его лопастями частицам воды. При этом возникает центробежная сила, благодаря которой вода из колеса поступает в корпус. Рабочие колеса могут быть с односторонним и двусторонним подводом жидкости. Такие насосы имеют широкое применение, так как являются быстроходными. Они обеспечивают подачу воды до 65 000 м3/ч, при напоре 18,5 м, мощности 7,5 Мвт. В США был построен такой насос с подачей 138 000 м3/ч, напором 95 м, мощностью 48 Мвт.
Осевые насосы используются для подачи больших объемов воды. Их работа основана на энергии, получаемой водой, при воздействии на нее поверхности вращающихся лопастей рабочего колеса. Осевые насосы бывают жестколопастные и поворотно-лопастные и, как правило, одноступенчатые. Осевые насосы также считаются быстроходными: подача воды (45—50) × 103 м3/ч, напор 10 м, мощность 2 Мвт.
Поршневые насосы имеют очень широкое применение и весьма разнообразны по конструкции. Их работа основана на чередовании всасывания и нагнетания, происходящих в цилиндре при движении поршня. Поршневые насосы бывают горизонтальные и вертикальные, тихоходные и имеют большие габариты. Дальнейшее усовершенствование конструкции насосов направлено на увеличение быстроходности, подачи, областей использования.
Врубовая машина
Врубовая машина – машина, предназначенная для выполнения полости в массиве горной породы при добыче полезных ископаемых для последующей разработки породы. Одинаково эффективна на наклонных или крупных поверхностях. Первое механическое устройство для выработки породы было изобретено в 1761 г. в Великобритании. В середине XIX в. также в Великобритании появились режущие врубные машины, имевшие пневматический привод, с 1887 г. привод стал электрическим. В 1864 г. в Великобритании появилась врубовая машина (конструктор В. Бейрд). В конце XIX – начале XX в. в США внедряются врубовые машины – цепные режущие, выполняющие проход в породе глубиной до 2,5 м и имеющие свой двигатель. В России первое производство собственных врубовых машин с электрическим приводом было начато в 1927 г. в Донецке. Машины выпускались различных модификаций: тяжелая, с электродвигателем мощностью более 40 кВт, и легкая электрическая, предназначенная для подготовительных работ. В 40-х гг. XX в. также в России были построены мощные врубовые машины с двигателем мощностью более 60 кВт, передвигавшиеся на канате, с дистанционным управлением, способные вырабатывать горный пласт в породе любой крепости. Они также имели регулятор рабочей скорости подачи 0—0,86 м/мин, 0,3—1,4 м/мин. Основное рабочее устройство врубовой машины – бар. Он состоит из направляющей рамы и движущейся по ней цепи. Цепь собрана из кулаков, в которых размещены зубки-резцы. Цепи бывают однопланочные или двухпланочные – по числу планок, соединяющих кулаки. Если применяется шарнирное соединение кулаков, то такая цепь называется беспланочной.
Врубовые машины оснащены приспособлением для механического ввода и вывода бара из слоя горной породы и также имеют устройство для гашения образующейся пыли. Регулирование скорости 0—2,8 м/мин.
Во время работы врубовая машина перемещается в забое на канате, намотанном на барабане. Такие машины имеют мощные двигатели более 80 кВт и длину бара 2 м. Они могут выполнять врубы в любой горной породе, по структуре и конфигурации прохода. Врубовые машины различаются по типу рабочего устройства, по типу подачи, роду энергии, способу регулирования скорости, по типу редуктора, по назначению, по конструкции. По типу рабочего устройства врубовые машины бывают баровые, штанговые, дисковые; по типу подачи канатные, цепные, гусеничные, колесные; по роду энергии машины бывают пневматические и электрические. Регулирование скорости бывает автоматическое или ручное, а также есть машины, в которых скорость не регулируется. Тип редуктора подачи бывает односкоростной, пульсирующий, храповидный, бесступенчатый.
По конструкции врубовые машины бывают продольно-баровая, поперечно-баровая, поворотно-баровая, универсальная. По назначению врубовые машины применяются для подготовительных работ, для очистных работ, дальнейшее усовершенствование конструкции врубовых машин направлено на увеличение проходимости, надежности, мощности, производительности.
Горный комбайн
Горный комбайн – машина, предназначенная для выработки и погрузки в транспортное средство горной массы. Устройство горного комбайна включает: отбойный инструмент, разрыхляющий пласт породы, погрузочный инструмент, сгружающий породу на транспортное средство, двигатель, механизм передвижения устройства управления и улавливания пыли. Первый горный комбайн, разработанный на основе врубовой машины, был построен в России в 1932 г. Конструкторы А. И. Бахмутский, Г. И. Роменский, В. Г. Яйких. В 1935 г. горные комбайны появились в Великобритании и в 1938 г. – в Германии. Современные горные комбайны используются для добычи каменного угля и других полезных ископаемых: марганца, каменной соли, металлических руд.
Горные комбайны различаются по назначению: очистные, для добычи полезного ископаемого, проходческие, для выработки пласта, нарезные, для осуществления подготовительных нарезных выработок угля. Основные рабочие органы горных комбайнов различают по типам в зависимости от конструкции и способа работы: баровые, оборудованные барами, режущие цепи которых разрушают массу; барабанные – вращающийся барабан разрушает массу резанием.
Шнековые – разрушающие массу резанием и погружающие на конвейер.
Короночные – разрушают массу вращающейся коронкой с резцами. Буровые – вырезающие в массе кольцевые щели, разрушающие породу и погружающие на конвейер.
Планетарные – породу разрушают планетарно движущиеся резцы.
Погрузочные устройства горных комбайнов различают по способу погрузки: скребковые – использующие для погрузки скребки ковшовые, погружающие массу ковшами, механизмы передвижения различаются по способу действия: рельсовые, гусеничные, пневматические, колесные, шагающие, или с канатной тягой.
Двигатели горных комбайнов, как правило, электрические.
Очистные горные комбайны различаются по способу выемки горной массы: широкозахватные – с шириной захвата 1,2—2,4 м; узкозахватные – с шириной захвата 1 м. Рабочее устройство таких комбайнов, как правило, баровое, барабанное, шнековое. Известные типы очистных горных комбайнов в России: «Кировец», «Темп»; в Великобритании: «Андерсон-Бойс», «Трепан-Ширер»; в Германии: «Эйкхофф», в США «Джой». Производительность очистных комбайнов до 5000 т угля, мощность 400 кВт. Проходческие горные комбайны различаются по проведению выработок по углю или по породе, по форме сечения – круглое, прямоугольное, трапециевидное, по направлению – наклонные или горизонтальные. Известные типы проходческих горных комбайнов в России «Караганда» и ПК-3, в Великобритании «Бретби», в Германии «Эйкхофф», в США «Роббинс». Нарезные горные комбайны для подготовки забоя проводят нарезные выработки по углю шириной 2,6 м.
Дальнейшее совершенствование конструкций горных комбайнов направлено на расширение их использования, улучшение качества угля, увеличение надежности, энергооснащенности, производительности, использование автоматического управления, улучшение условий работы.
Гребнечесальная машина
Основные рабочие устройства машины – гребни. Они выполняют процесс чесания волокна, подготавливая его к прядению. Гребнечесальные машины используются для обработки хлопка, шерсти, льна. Гребни очищают волокно от примесей, сора, прочесывают и распрямляют его, гребнечесальные машины различаются по способу работы: периодического или непрерывного действия. Периодическое действие основано на последовательном прочесывании волокна, зажатого тисками. Чесание выполняет вращающийся круглый гребень с иглами. Иглы располагаются рядами с наибольшей частотой 30 игл на 1 см. Вычесанные короткие волокна и примеси снимаются щеткой, отделительные цилиндры захватывают прочесанное волокно и его еще раз прочесывает с двух сторон прямой гребень с двумя рядами игл. Гребнечесальные машины периодического действия обрабатывают в основном грубое волокно шерсти.
Процесс чесания волокон как подготовка к прядению с древности оставался ручным до XVI в. Когда с развитием машинного производства стали появляться чесальные машины, в конце XVIII в. в странах Европы и в России в основном в начале XIX в., первые гребнечесальные машины появились в 1845 г. во Франции (конструктор Ж. Хейльман).
В России такие машины появились в 1760 г. в Серпейске на фабрике Р. Глинкова. Современные гребнечесальные машины – основное оборудование прядильного производства, они вырабатывают средней плотности равномерное длинное волокно. Дальнейшее усовершенствование чесальных машин развивается параллельно с другим оборудованием прядильного производства и направлено на увеличение производительности, качества, использование новых технологий и систем управления.
Деревообрабатывающий станок
Деревообрабатывающий станок – машина для обработки древесины.
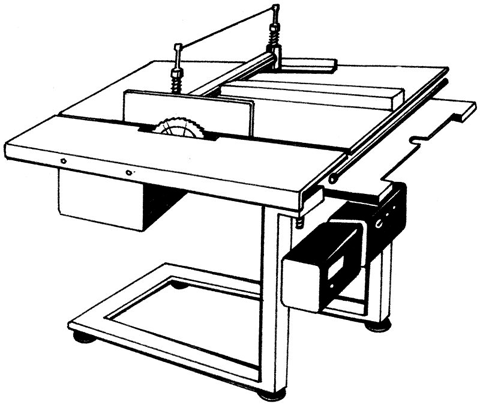
Деревообрабатывающий станок.
На деревообрабатывающем станке получают изделия и материалы из дерева: доски, брус, фанеру, древесные плиты, конструкции для изготовления мебели, окна, двери, тару, лыжи, паркет, перекрытия, музыкальные инструменты, детали для декоративной отделки интерьеров. Деревообрабатывающие станки используются на деревообрабатывающих заводах и в небольших мастерских. Комбинированный станок, способный выполнять разные действия, имеет несколько шпинделей, установленных на общей станице, универсальный имеет один шпиндель, но на нем устанавливают разные деревообрабатывающие инструменты. Механизм привода электрический, применяется также и дистанционное управление. Обработка древесины существовала очень давно, так как дерево использовалось и в домостроении, в судостроении, для изготовления мебели, посуды, оружия, различных конструкций. Но инструменты для деревообработки были примитивными и низкопроизводительными. Деревообрабатывающая промышленность как отрасль появилась в начале в. И с середины XIX в., с общим ростом машиностроения стала интенсивно развиваться. В России в конце в. началось фабричное изготовление мебели, фанеры и других изделий из древесины, но технический уровень производства отставал от развитых стран. Но в начале XX в. уже появились хорошо оснащенные предприятия по деревообработке, в основном лесопильные, в Архангельске, Онеге. В 30-е гг. XVIII в. рост деревообрабатывающих предприятий увеличился, что связано с общим развитием промышленности в стране. Деревообрабатывающие заводы были построены на Урале, Красноярске, Днепропетровске, Киеве, Ленинграде, Тавде, Карелии, на Дальнем Востоке и северо-западе. Сейчас деревообрабатывающая промышленность – это хорошо оснащенная, перспективная и развивающаяся отрасль народного хозяйства. На больших деревообрабатывающих заводах работают станки-автоматы, станки-комбайны, автоматические линии с дистанционным управлением.
Модификация деревообрабатывающих станков зависит от рода выполняемой работы. Виды деревообрабатывающих станков: дереворежущие, сборочные, отделочные. Самые распространенные – это дереворежущие станки. На таком станке специальными дереворежущими инструментами из древесины получают заданные заготовки, детали или изделия. Способы резания древесины различны – это распиливание, строгание, точение, сверление, фрезерование, шлифование, лущение. Для распиливания используются пилы возвратно-поступательного или прямолинейного вращения. Для фрезерования применяются прямолинейные или фасонные резцы, сверление осуществляется специальными сверлами. Строгание происходит на специальных строгальных станках. Шлифование осуществляется абразивным материалом. Для получения из отходов древесины сырья для целлюлозно-бумажных предприятий используется дробление. В зависимости от вида процесса резания и использованного инструмента деревообрабатывающие станки бывают распиливающие, строгальные, токарные, фрезерующие, сверлильные, дробильные, шлифовальные. Отделочные станки применяются для нанесения на готовые изделия лакокрасочных покрытий, декоративных, защитных. Для этого станки снабжены специальными вальцами. Дальнейшее совершенствование деревообрабатывающих станков направлено на увеличение скорости обработки древесины, производительности, использования новых способов или материалов, увеличение видов изготовляемой продукции и повышение ее качества.
Доменная печь
Доменная печь – устройство для производства чугуна восстановительной плавкой железных руд или концентратов. Основное оборудование доменного цеха – доменная печь – это круглая шахтная печь, футерованная огнеупорной кладкой. Для защиты кожуха печи от разгара используют холодильные устройства. Кожух печи и колошниковое устройство установлены на фундаменте и удерживаются колоннами. Исходный материал для плавки называется шихтой и состоит из железной руды, марганцевой руды, агломерата, окатышей. Шихта на колошник печи подается скипами или ленточным конвейером. Через приемную воронку скипы разгружаются в печь. Воздух подается через воздухонагреватели, продукт плавки выходит через летки в ковши, находящиеся в нижней части. Основные характеристики доменной печи – это полезная высота (расстояние между осью летки и нижней кромкой загрузочного конуса) и полезный объем, измеряющийся в м3. В России одни из самых мощных доменных печей с полезным объемом 5000 м3. Работа доменной печи – это непрерывный процесс, длящийся иногда до 10 лет, но несколько раз за этот срок печь останавливается на ремонт-замену изношенной кладки шахты. За этот срок печь может выплавить 8 млн т чугуна. Специальные измерительные приборы контролируют работу – ход доменной печи, регистрируют основные параметры загрузки и вдуваемого воздуха, качество состава шихты в соответствии с видом выплавляемого чугуна, температуру кирпичной кладки печи на разных горизонтальных осях, последовательность загрузки. Все процессы работы современной доменной печи автоматизированы. Автоматически осуществляются подача шихты, взвешивание, транспортировка, загрузка, поддерживается уровень засыпки и распределение шихты, влажность дутья, расход воды на охлаждение, переключение воздухонагревателей и управление режимом нагрева, регистрация состава колошникового газа, подача дутья. Изготовление чугуна было уже известно в древности в VI—IV вв. до н. э. в Китае. Чугун получали из высокофосфоритных железных руд, и из него отливали различные изделия. В Древней Греции в V—IV вв. до н. э. также была известна выплавка чугуна. Чугун – это сплав железа с углеродом. В древности чугун получали в горных или шахтных печах на древесном угле. Первые доменные печи появились в Европе в XIV в. Чугун использовали для производства оружия и строительных конструкций. Первые доменные печи в России были построены в 1630 г. в Туле и Кашире, в 1701 г. на Урале. И в середине XVIII в. Россия превосходила все европейские страны по выпуску чугуна. До середины XVIII в. основным топливом доменной печи был древесный уголь, но в 1735 г. Дерби использовал каменноугольный кокс. В 1766 г. И. П. Ползунов впервые применил паровую воздуходувную машину. В 1829 г. Дж. Нильсон – нагрев дутья. В 1857 г. Э. Каупер изобрел кирпичный воздухонагреватель регенеративного типа. В 70-х гг. XX в. Россия вышла на первое место в мире по выплавке чугуна. Сейчас доменное производство – это отрасль черной металлургии, в которой используются механизированные и автоматизированные системы и новейшие технологии. Известные ученые в России в этой области – М. А. Павлов, И. П. Бардин, М. К. Курако. Современные доменные печи оснащены системой централизированного управления и контроля, обеспечивающей регистрацию показателей приборов и комплексных показателей работы доменной печи – расхода кокса на 1 т чугуна и суточной производительности доменной печи в тоннах. Применяется дополнительное топливо, что снижает расход кокса и себестоимость чугуна. Усовершенствование конструкции доменной печи направлено на увеличение ее мощности (объема), улучшение подготовки сырья, внедрение новых прогрессивных, высокопроизводительных технологий.
Железнодорожный кран
Железнодорожный кран – стреловой самоходный подъемный кран. Его поворотная часть вместе с кабиной установлена на поворотный круг на автомобильном шасси. Механизм подъема груза – лебедка со стальным канатом, к которому крепится грузозахватное приспособление – крюк. Механизм приводит в движение дизельный двигатель. Управление краном осуществляет крановщик из кабины.
Стреловое устройство с негоризонтальным перемещением грузов, изменение вылета стрелы является установочным движением и осуществляется при ненагруженной стреле. Грузоподъемность железнодорожного крана переменная, и при наименьшем вылете стрелы и применении выносных опор она может быть до 40 т, а у специальных монтажных – до 300 т. Конструкции крана сварные и выполнены из прочных сплавов. Широкое использование кранов налажено в XX в., что связано с потребностью транспорта. Железнодорожные краны используются на перегрузочных, монтажных работах, на железной дороге, для чего могут быть установлены на рельсах. Модификации зависят от грузоподъемности. Основная задача совершенствования конструкции крана – это увеличение его основных характеристик: грузоподъемности, вылета стрелы, маневренности, высоты подъема груза, производительности.
Зубообрабатывающий станок
Зубообрабатывающий станок – металлорежущий станок, на котором обрабатываются зубчатые колеса и рейки – основные детали зубчатой передачи. Зубчатые передачи используются в редукторах и дифференциальных механизмах.
На зубообрабатывающих станках производят черновую и чистовую обработку зубьев, их доводку, закругление, приработку зубчатых колес. Для осуществления этих действий используют зуборезный инструмент. Самые первые металлорежущие станки появились в конце XVIII в. Но широкое их использование и внедрение произошло в середине XIX в. во многих странах Европы и России с ростом промышленного производства.
Современные металлорежущие станки используются на машиностроительных, станкостроительных производствах.
Модификация зубообрабатывающих станков различается по типу применяемого зуборезного инструмента, который осуществляет различную обработку зубчатых колес. Виды зубообрабатывающих станков: зубофрезерные, зубодолбежные, зубострогальные, зубошевинговальные, зубошлифовальные, зубохонинговальные, зубопритирочные, зубообкаточные, зубозакругляющие.
Зубофрезерные станки. Вертикальные, с подвижным столом и неподвижной стойкой или с неподвижным столом и подвижной стойкой. На таких станках нарезают различные зубчатые колеса. Основной зуборезный инструмент этого станка – червячная фреза. Станок позволяет нарезать зубчатые колеса диаметром 2—750 мм и с модулем 0,05—10 мм.
Зубодолбежные станки. Вертикальные, их зуборезный инструмент – долбяк, движущийся возвратно-поступательно параллельно оси заготовки. Нарезание происходит методом обкатки. На зубодолбежных станках нарезают цилиндрические зубчатые колеса с прямыми или косыми зубьями, наружного и внутреннего зацепления, блоки зубчатых колес, зубчатые рейки, секторы, шлицевые валики. Диаметры колес 15—500 м с модулем 0,2—6 мм, и диаметры 800—1600 мм с модулем 8—12 мм.
Зубострогальные станки. Обработка зубчатого колеса происходит методом обкатки одним или двумя резцами. На таком станке обрабатывают конические зубчатые колеса с прямыми зубьями. Процесс нарезания идет при движении резцов к вершине конуса заготовки, обратный ход – холостой. Модуль 2,5—25 мм, длина зуба 20—285 мм.
Зубошевинговальные станки. Обработка зубчатого колеса идет бреющим резанием, при взаимном скольжении зацепленных зубьев инструмента, и зубьев обрабатываемого зубчатого колеса, при встречном движении. Направление подачи – параллельное, диагональное и касательное. Зуборезный инструмент – шевер – дисковый, реечный или червячный. Дисковый и реечный предназначены для обработки зубчатых колес, червячный – для червячных.
Зубошлифовальные станки. Различаются по исполнению – с вертикальным или горизонтальным расположением обрабатываемого зубчатого колеса.
Их инструмент – фасонный шлифовальный круг. Шлифование идет методом обкатки. Шлифовальные круги совершают вращательное и возвратно-поступательное движение, обкатываясь по обрабатываемому зубчатому колесу, они своими торцами шлифуют поверхности зубьев.
Зубохонинговальные станки. Их инструмент – зубчатый хон – зубчатое колесо с геликоидальным профилем, из пластмассы, и отделано абразивным порошком, зернистость которого выбирается от требований к шероховатости поверхности. На таких станках уменьшают шероховатость поверхности профиля зубьев. Зубчатый хон устанавливается в центре станка и совершает вращательное и возвратно-поступательное движение вдоль своей оси и оси обрабатываемого зубчатого колеса.
Зубопритирочные станки. Их инструмент – притир – чугунное зубчатое колесо, смазанное смесью мелкого абразивного порошка с маслом. Притир находится в зацеплении с обрабатываемым зубчатым колесом, которое обкатывают тремя притирами. Оси притиров наклонены к оси обрабатываемого зубчатого колеса. Притиры совершают возвратно-поступательное движение. На этих станках осуществляют притирку зубчатых колес после их термической обработки.
Зубообкаточные станки. На них обрабатывают в масляной среде без абразивного порошка незакаленные зубчатые колеса. Инструмент этих станков – изготовленное с высокой точностью закаленное колесо. Оно называется лон. В процессе обкатки сглаживается поверхность зубьев обрабатываемого зубчатого колеса. Но такой способ обработки применяют только для изготовления зубчатых колес, не требующих высокой точности.
Зубозакругляющие станки. Их инструмент – пальцевая коническая фреза, совершающая вращательное и возвратное поступательное движение. На этих станках идет закругление прямых и косых зубьев зубчатых колес наружного и внутреннего зацепления диаметром до 320 мм. В процессе обработки ось инструмента (фрезы) вертикальна, заготовка же наклонена к этой оси под углом 30—45° и закрепляется в приспособлении.
Дальнейшее усовершенствование конструкции зубообрабатывающих станков идет по увеличению их производительности и качества.
Индукционно-плавильная печь