Курс «Инженер по расчету и выбору регулирующей арматуры»
1. Подходят ли типы клапанов, номинальные диаметры и пр., указанные EPC контрактором для этой задачи?
2. Какие позиции (теги) могут вызвать проблемы?
3. Каковы критические участки установки и применения арматуры?
4. Какие клапаны должны быть подробно рассмотрены и детализированы на ранней стадии?
Какие из них можно изготавливать уже на бюджетной стадии?
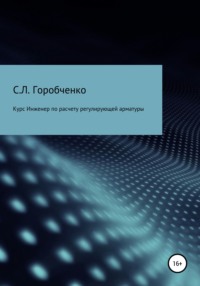
Результаты типичного первого прогона спецификации показаны на рис. 2.2.
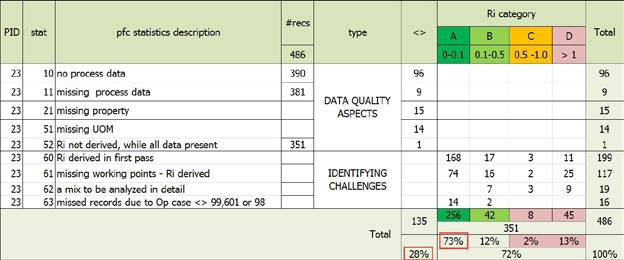
Рис.2.2. Данные анализа арматурной спецификации крупного проекта
Из рис. 2.2. видно, что 28 % рассчитанных клапанов не могут быть поставлены по ряду причин. Сразу понятно, где необходима дальнейшая консультация. Благодаря классификации по категориям надежности (Ri), можно сразу увидеть (см. рис.2.3), что 72% всех рассчитанных клапанов могут быть указаны в бюджете без каких-либо проблем в соответствии со спецификацией EPC контрактора.
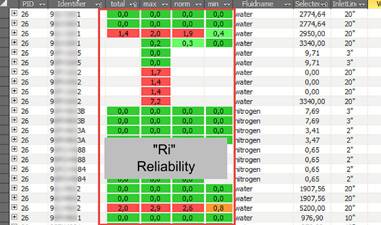
Рис.2.3. Оценка надежности арматуры по критерию Ri (CONVAL)
Программа быстро покажет, какие позиции (теги) являются рабочими, а какие требуют дополнительного разъяснения. Модифицированные данные от EPC контрактора вводятся в программы-адаптеры таким же образом, как и новые ревизии проектных спецификаций. Таким образом, новая информация может быть обновлена и проверена, как только она будет доступна.
Детальный вид окна может быть легко отображен в любое время; номера тегов могут быть отмечены в обзоре и открыты в программе для проведения точного анализа.
Эта же процедура может быть применена и к данным расчета, предоставляемым производителем. Проблемы общего характера или аномалии, такие как "тип клапана, выбранный производителем, не соответствует типу, указанному в спецификации EPC контрактора", могут быть легко обнаружены, и программное обеспечение предоставит предложения по выбору клапана, который лучше подходит (Рис. 2.4).
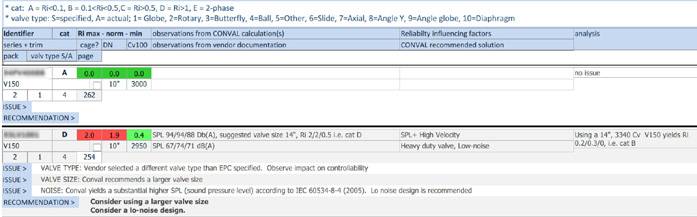
Рис.2.4. Вид окна в программе CONVAL по проблемной позиции
Конечно, никто не будет подвергать сомнению способность поставщиков клапанов правильно определять размер своей собственной продукции. Однако из-за пробелов обработке информации, возникающих при обмене данных ("ручная передача данных"), или неучет критических позиций, риск включения в спецификации неправильно рассчитанных клапанов возрастает с каждой ошибкой в передаваемых данных. Временное и финансовое давление лишь усугубляют ситуацию.
Принцип, в соответствии с которым все данные, относящиеся к клапанам, управляются из центральной точки, которая "заботится" обо всем – от проверки достоверности через отслеживание изменений в случае пересмотра данных до анализа надежности – имеет одно большое преимущество – это время, сэкономленное таким образом за счет эффективной обработки массива данных и статистических оценок. Вместе с ясной картиной критичности конкретных участков технологии и предлагаемых клапанов, значительно облегчается фокусирование внимания конкретно на выявленных потенциальных проблемах.
Применимость этой методики очевидна. Анализ проведенных разными компаниями проектов действительно показывает, что однозначно выявляются случаи, когда проблемы неправильного выбора арматуры действительно имели место на практике и могли быть решены на ранних стадиях разработки проектной спецификации.
Очевидно, что есть еще много аспектов, таких как условия пуска, качество контроля, расчет жизненного цикла, учет энергосбережения при работе арматуры и множество других, которые также необходимо учитывать. Благодаря концепции надежности расчета их теперь можно рассматривать как будущее подходов дальнейшей оптимизации процесса выбора арматуры. С развитием этих подходов появятся и обслуживающие их современные программные средства.
2.2. Ключевые показатели эффективности расчетов
Начнем с примера. Современный ЦБК – это 4000 регулирующих клапанов, до 10.000 единиц автоматической арматуры, составляющих общий пул до 30.000 единиц арматуры. Все они должны быть точно рассчитаны и поставлены точно в срок. При запуске нового предприятия часто требуется реинжиниринг и замена регулирующих клапанов на критических участках. Это может привести к длительным задержкам пуска предприятия и значительным эксплуатационным потерям, как в самом начале его эксплуатации, так и в процессе всего жизненного цикла оборудования.
ВНЕПРОЦЕССНЫЙ КОНТРОЛЬ КАЧЕСТВА
Применение новых принципов оценки надежности для “Внепроцессного контроля качества" (NPQC) прокладывает путь к значительному повышению качества в выборе клапанов, снижению стоимости устанавливаемой арматуры и уменьшения проблем, связанных с арматурой для персонала предприятий при очень привлекательном соотношении затрат и выгод на спецификацию арматуры.

Традиционно, критичными участками эксплуатации для работы арматуры называют те из них, где регулирование или управление процессом сильно затруднено. Это участки с пенообразованием, газовыделением, противопомпажные системы, редукционные клапаны и пр. На них, как правило, устанавливают специальную арматуру.
Отдельным блоком выступают критические участки установки регулирующей арматуры, где недостаточная точность регулирования приводит к большим отклонениям и значительной колебательности процесса.
Приведем пример.
«Комбинат Kruger Waygamatik, Канада имеет следующие показатели:
– Новая бумагоделательная машина для выпуска легкомелованных видов бумаг.
– Коммуникации, основанные на HART протоколе.
– Основная система управления – Metso DNA
– Основное обеспечение – Metso Automation, (регулирующие и отсечные клапаны, датчики концентрации и анализаторы), АВВ – датчики температуры, давления и расхода, Е+Н – расходомеры, Vega – регуляторы давления, Rosemount (управление температурой и давлением от HART DTM).
Клапан подачи осветленной воды обычно способен устранять малые вариации и отклонения от заданного перемещения до 0,8%. Отклонение до 0,8% обычно не так важно, но в этом случае оно имело очень большой эффект на вес м2 бумаги. После выбора клапана с лучшей равнопроцентной характеристикой и его перерасчета, включения в спецификацию цифрового позиционера с возможностью самодиагностики и увеличения надежности измерений отклонение перемещения от заданного было уменьшено до 0,3% и вариации веса м2 были соответственно уменьшены. Для этого клапана было достигнуто значение тревожного сигнала при отклонении перемещения от заданного на величине не более 0,3%.»
(По данным компании Metso Automation)
Как можно видеть из приведенного примера, надежное и, в то же время, недорогое решение было достигнуто при помощи совершенствования расходной характеристики клапана и соответствующего выравнивания коэффициента усиления, но не применения сверхточной и потому дорогой специальной арматуры.
Одной из существенных проблем является то, что количество дорогой арматуры, поставляемой для критичных условий эксплуатации, приводит к неоправданному росту стоимости проекта. Так, глядя на влияние выбранных по проекту клапанов на дополнительные затраты по запуску предприятия или технологической установки, можно увидеть некоторые закономерности. Количество клапанов, работающих не должным образом во время запуска или вскоре после него, и приводящих к задержкам пуска или простоям, составляют, по данным компании F.I.R.S.T Gmbh от 3-х до 6%, в зависимости от процесса. Как правило, это касается критичных участков эксплуатации, и здесь устанавливают наиболее серьезные и дорогие клапаны. Их обычно называют клапанами "с высокими эксплуатационными характеристиками для критических применений” (в общепринятой терминологии High Performance Valves). Их процент в общей стоимости приобретаемых клапанов может составлять до 40%, как это показано на рис.2.5.
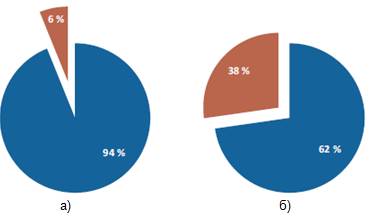
Рис. 2.5. Доля поставленной арматуры для критичных условий эксплуатации в проекте нефтехимического завода в Китае.
а) – по количеству; б) – по стоимости
Поэтому имеет смысл выявить их как можно раньше. Если выделить немного больше времени на их тщательный выбор, то это может сэкономить во много раз больше средств, чем нести затраты при устранении неполадок во время эксплуатации.
Эта проблема рождает ряд задач, решение которых позволит резко сократить долю слишком дорогих клапанов без снижения надежности работы технологических линий. Основой этого является анализ проектов и использование сильного программного обеспечения, учитывающего разнообразие возможностей применения арматуры различных классов. К такому программному обеспечению можно отнести программу расчета и выбора клапанов CONVAL компании F.I.R.S.T.Gmbh.
Анализ проектных спецификаций за длительный срок и оценка применяемости клапанов для критических условий эксплуатации показывает, что их использование весьма редко и не всегда их использование оправдано в проектах, где, казалось бы, их роль была бы незаменимой. Еще одним известным фактором является субъективность выбора арматуры поставщиками в зависимости от наработанных связей с субподрядчиками по проекту.
КРИТЕРИЙ KPI
Чтобы устранить проблему субъективности выбора арматуры, и в значительной степени снизить стоимость проектных спецификаций, предлагается использовать метод, учитывающий указанные выше особенности формирования проектных спецификаций.
Суть метода состоит в выборе арматуры с учетом разнообразных условий ее работы на основе ключевых показателей эффективности (KPI). В расчет принимаются все основные факторы, влияющие на надежность, чтобы рассчитать KPI. Есть общие параметры, такие как перепад давления, преобразование энергии, уровень шума, расход на выходе, скорость потока и тип клапана, которые должны быть приняты во внимание, а также такие нежелательные эффекты, как кавитация, вспенивание или дросселирование потока. Свойства жидкости также чрезвычайно важны, поскольку есть, например, большая разница, есть ли у вас насыщенный или влажный пар или перегретый пар; или требуется проверить, насколько близко находится давление на входе к критическому давлению пара.
KPI основан на индексе надежности (Ri), который представляет собой показатель, дающий рейтинг надежности для любой заданной рабочей точки, где установлен клапан. Индекс Ri необходим, чтобы окончательно обработать информацию по процессу, и получить KPI для всех известных условий процесса: нормальная работа (мин, норма, макс), пуск или специальный режим. Ниже поясняется диапазон значений индекса надежности Ri.

Если Ri > 0, система выдает дополнительную информацию о первопричине проблем и подсказывает, как повысить надежность арматуры для заданных эксплуатационных условий.
Смысл расчета заключается в том, чтобы при анализе применимости арматуры, имея только условия процесса, рассчитать KPI для оценки надежности клапана в заданных сценариях. Эти сценарии должны охватывать весь спектр технологических операций по процессу. При расчете нужно получить процессные данные для клапанов и определить KPI для всех режимов работы. Единственное, в чем нужно убедиться, это то, что будет точно выбран клапан с KPI > 0,1.
После того, как информация была сопоставлена со структурой технологических данных EPC контрактора, может быть проведен анализ. Затем рассматриваются различные вопросы:
– Подходят ли типы клапанов, номинальные диаметры и пр., указанные EPC контрактором для этой задачи?
– Какие позиции (теги) могут вызвать проблемы?
– Каковы критические участки применений?
– Какие клапаны должны быть подробно рассмотрены и детализированы на ранней стадии?
– Какие из них можно изготавливать уже на бюджетной стадии?
Результаты типичного первого прогона спецификации показаны на рисунке 2.6.
Рис.2.6. Окно анализа арматурной спецификации крупного проекта в программе CONVAL
Из рис.2.6. видно, что 28 % рассчитанных клапанов не могут быть поставлены по ряду причин. Сразу понятно, где необходима дальнейшая консультация. Благодаря классификации по категориям надежности (Ri), можно сразу увидеть, что 73% всех рассчитанных клапанов могут быть указаны в бюджете без каких-либо проблем в соответствии со спецификацией EPC контрактора.
Метод KPI может быть использован для быстрого обнаружения критичных участков с действительно тяжелыми условиями работы арматуры из большого набора позиций спецификации в крупномасштабных проектах. Кроме того, это легко позволяет прогнозировать влияние изменения условий процесса, что также не редкость при пуске и вводе технологических линий в эксплуатацию. Это также, наконец, позволяет доказать подходят ли все выбранные клапаны в проекте для применения в данном процессе, исходя из их описания, каталожных данных и данных эксплуатации. При этом список вариантов использования можно легко расширить до сценариев ситуаций на действующем предприятии (устранение неполадок, реконструкция, расшивка узких мест).
Хотя KPI кажется простым критерием, однако, при выполнении проектов, следующих описанному подходу, есть много различных аспектов и проблем, делающих практическое применение KPI сложной задачей. Они могут быть как ожидаемые, так и неожиданные.
В реальных проектах данные по процессу получают непосредственно из средств, используемых при проектировании технологических процессов, контрольно-измерительных приборов и материалов поставщиков арматуры, как правило, в форматах Excel или XML. Но наиболее частой проблемой оказывается, что информация не соответствует действительности. Важные данные для критических участков, т.е. особые случаи обычно обнаруживаются как несоответствия и нестыковки, как замечания и комментарии к пояснительным запискам проектов. Это, в основном, неструктурированная информация, которую нелегко интерпретировать и, тем более, формализовать для перевода в рассчитываемые показатели.
Данные по трудностям, возникающим при пуске, вспенивании, дегазации и продувке, наиболее часто указываются в примечаниях. При этом они не переводятся в форму спецификаций, и далее не находят отражения в предложениях поставщиков арматуры.
Решением является выделение этих важных данных отдельно от основной спецификации при разработке процесса, что позволяет обеспечивать завершенность и надежность расчетов, и их корректировки, и, соответственно, выбранного инструментария и арматуры.
Когда, наконец, все данные импортируются с помощью адаптера (средств ПО, позволяющих импортировать данные процесса, в спецификацию, а также расчеты поставщиков), дальнейшие проблемы значительно снижаются.
Обсуждая результаты, можно столкнуться с тем, что не все вовлеченные стороны имеют один и тот же уровень понимания и знаний о проблеме. Когда речь заходит, например, о прогнозировании шума (производимый шум может быть индикатором для проблем надежности), необходимо использовать самые последние стандарты для того чтобы предсказать шум в жидкости, газе и при применении пара. Однако поставщики или EPC контракторы зачастую могут использовать ориентировочные расчеты или устаревшие стандарты.
Также проблемы может вызывать интерпретация полученного KPI. Например, при выводе KPI необходимо рассматривать скорость потока на выходе (на фланце выхода клапана), тогда как некоторые поставщики арматуры относят скорость к диаметру трубы на выходе, игнорируя сужения соединительных деталей трубопроводов. Также они могут не учитывать несоответствие правил, применяемых к ограничениям скорости для газа и пара. Алгоритм KPI имеет значение 0.3 М (М – значение скорости звука данной среды) в виде первой критической точки, тогда как некоторые EPC контракторы используют значение 0.5 М.
Также полнота и доступность данных об арматуре производителя имеют решающее значение для хороших результатов расчета. Получение самых последних данных для факторов клапана, таких как xFz (поведение при кавитации), FL² (дросселирование потока для жидкостей) или хT (дросселированный поток для газов и пара) является проблемой само по себе.
В некоторых редких случаях KPI неприменим. Это случаи, когда клапан был сконструирован как специальный, и не мог быть смоделирован по имеющимся стандартам, или имеется недостаточно информации, или информация о нем не была раскрыта поставщиком для его расчета должным образом.
Кроме технических вопросов на первый план выступает проблема, общая для всех проектов – коммуникация и координация в общем процессе инжиниринга. У вас есть, по крайней мере, три стороны, которые выполняют проект. Как правило, все стороны имеют свои интересы и не привыкли использовать в разработке проекта и технологической схемы процесс, позволяющий использовать KPI в качестве центрального элемента управления качеством (Рис. 2.7).

Рис.2.7. KPI, как центральное звено управления выбором регулирующих клапанов.
Заметим, что такая ситуация наиболее распространена, и ее невозможно предотвратить по объективным причинам.
Можно сказать, что отсутствует доказанная передовая практика обеспечения качества в расчете диаметров арматуры и выборе регулирующей арматуры для критических участков технологии в крупномасштабных проектах. Наиболее часто встречаются ситуации, когда данные уже после расчета все еще изменялись, в то время как клапан был уже заказан. Проблемой также является отсутствие общего языка данных для проработки спецификации и выбора определенных данных.
Но если удается обнаружить такие случаи, то лучше проверить влияние на расчет и выбор неудовлетворительного клапана, и принять меры к перерасчету арматуры, если это необходимо, вместо того, чтобы столкнуться с проблемами во время пуска. Тогда Вы делаете следующий шаг к более высокому качеству инжиниринга.
Расчет коэффициента затрат (BCR), при сравнении стоимости, охвата и экономии от обычной процедуры контроля качества (обычно осуществляемого собственником или оператором предприятия) со стоимостью, охватом и потенциальной экономией, даваемой при использовании KPI, основанным на качественном контроле, показывает, что достигается типичный BCR в диапазоне от 30 до 100 (даже не принимая в расчет потери производства).
АЛГОРИТМ РАСЧЕТА KPI
Общий алгоритм расчета KPI показан ниже. В качестве исходных данных принимается спецификация арматуры проекта.
Алгоритм расчета KPI
1. Разработка критериев
2. «Прогон» спецификации
3. Определение клапанов, удовлетворяющим стандартам и критериям надежности
4. Выделение критических участков регулирования
5. Выделение проблемных и специальных участков в отдельную спецификацию
6. Устранение проблем, связанных с критическими условиями регулирования.
На основании полученных данных по расчету KPI формируется общее представление о качестве проектной спецификации и дорабатываются сложные участки до достаточного уровня регулирования. Общая схема проведения анализа по алгоритму представлена на рис.2.8.

Рис. 2.8. Алгоритм расчета KPI
Уроки, извлеченные из реальных проектов, помогут в дальнейшем сформировать режимы работы арматуры так, чтобы стать более эффективными для будущих проектов. Это приведет к повышению эффективности отдачи от инвестиций в крупномасштабных проектах и стать достаточно привлекательными, чтобы полноценно использовать KPI в качестве центрального элемента контроля качества для калибровки и выбора клапанов.
В заключение следует отметить, что, несмотря на трудности применения ключевых индикаторов эффективности KPI арматуры в крупномасштабных капитальных проектах, связанные с согласованием их с производителями клапанов, EPC контракторами и конечными пользователями, полученные возможные выгоды значительно превысят возможные сложности при внедрении. Насыщая программное обеспечение другими расчетными подпрограммами, такими, например, как подпрограмма расчета энергосбережения арматуры, уже на предварительном этапе можно значительно повысить технико-экономические показатели проектов. По всей видимости, это дело ближайшего будущего.
2.3. Выбор арматуры по критерию качества регулирования
Рабочие точки являются частью статической характеристики системы
Статическая характеристика системы означает, что основные технологические данные управляемой системы (такие как давление, расход, температура и свойства жидкости) не изменяются при работе регулирующего клапана. Она характеризуется перепадом давления Δp, пропорциональным по отношению к расходу q2.
В динамических системах задействованы и другие управляющие устройства, например насос с областями оптимальных динамических характеристик. Также динамические системы часто встречаются в системах антипомпажной защиты.
Характеристики могут быть рассчитаны только в том случае, если заданы, хотя бы две рабочие точки статической системы.
Системы со статической характеристикой являются наиболее распространенными в технологическом процессе. Термин "статический" означает, что во время воздействия на поток регулирующего клапана основные технологические данные заданных (от 1 до n) рабочих точек, такие как давление, расход и температура, свойства среды, а также резисторы и другие конструктивные элементы, создающие гидравлическое сопротивление регулируемой системы (т. е. потери давления вверх и вниз по потоку от регулирующего клапана в заданных рабочих точках), не изменяются, или только незначительно изменяются из-за загрязнения или влияния других управляющих устройств. Так обстоит дело, например, с нерегулируемой характеристикой насоса.
Соединение кривых давления между рабочими точками осуществляется по гидравлическому соотношению Δp пропорционально q2, которое можно рассматривать как полезное приближение даже при не турбулентном течении или при высоких перепадах давлений сжимаемых сред. Сами рабочие точки также учитывают истинное состояние потока ламинарной жидкости или сжимаемых газов и паров.
Большое значение для характеристики статической системы имеет логическая корреляция кривых входного и выходного давлений от qmin до qnorm и qmax.
Примеры частых ошибок планирования при указании рабочих точек статических "нелогичных " характеристик показаны ниже:
Пример 1: давление на входе 8 бар при qmax требует расчета новой характеристики системы с дополнительным насосом. Данные по примеру приведены в табл. 2.1.
Табл.2.1. Данные по примеру 1.

На рис. 2.9. представлены результаты расчета.
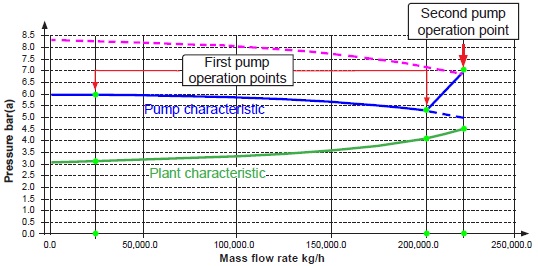
Рис. 2.9. Результаты расчета в программе CONVAL
Пример 2: Давление за клапаном (ниже по потоку), равное 4,5 бар, было принято за постоянное для показанного увеличения qmax. Это не кажется "логичным", так как оно должно быть увеличено по правилу: "Δp пропорционально q2". Регулирующий клапан спроектирован слишком маленьким из-за неправильного предположения (отсутствует расчет перепада давления в технологическом процессе). Плановые показатели не достигнуты.
Табл. 2.2. Данные по примеру 2.

Результаты расчета представлены на рис. 2.10.
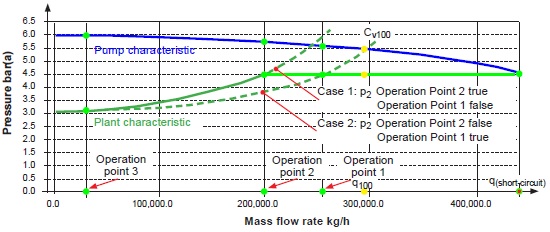
Рис.2.10. Результаты расчета в программе CONVAL
Пример 3: пример авторитета клапана показывает статическую "логическую" характеристику регулирования питательной воды, включающую важную рабочую точку qmin для условий пуска.
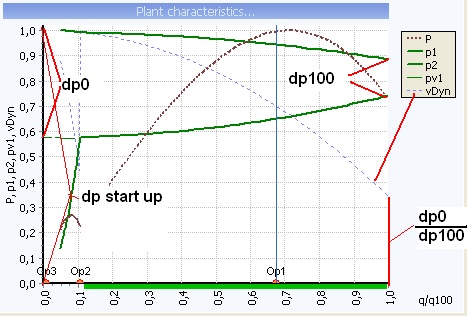
Рис. 2.11. Результаты расчета в программе CONVAL
Выбор оптимальной конструкции требует большого опыта, особенно при частых критических пусках с пусковым клапаном в контуре с несколькими регулирующими клапанами с разной пропускной способностью.
При использовании управляемых проточных машин с использованием антипомпажного регулирования карта динамических характеристик или модификация интегрированной системы управления приводит к появлению множества" динамических " характеристических кривых, которые могут быть объединены в 1-n статических характеристик системы для заданной скорости. При этом оптимальный выбор клапана и соблюдение требований безопасности требуют инженерного опыта. Здесь имеет смысл выбрать данные для расчета min. значение Cvs с наименьшим количеством и максимальным перепадом давления и максимальное значение Cv (точка 1 на рис.2.10) с данными наибольшего количества и с минимальным перепадом давления (точка 3 на рис.2.10). Для расчета максимального уровня звукового давления требуется рабочая точка, соответствующая максимальной мощности P [кВт], т. е. максимум Δp x q (точка 2 на рис.2.10).