Курс «Применение трубопроводной арматуры». Модуль «Применение поворотной арматуры в металлургии»

Предисловие
Дистанционный курс "Применение трубопроводной арматуры" является самостоятельным курсом системы дополнительного профессионального образования в арматурной отрасли. Его основное предназначение – повышение профессиональной квалификации в области инжиниринга и применения трубопроводной арматуры для широкого круга специалистов.
Особенности курса
Курс "Применение трубопроводной арматуры" предназначен для слушателей, имеющих незначительный опыт или не имеющих опыта в анализе, подборе, и применении арматуры.
Курс может быть полезен для специалистов по эксплуатации арматуры предприятий-потребителей, технических специалистов, коммерческих инженеров, разрабатывающих проектные спецификации арматуры, специалистов по развитию и менеджеров по продажам и маркетингу.
Описание
В результате овладения материалами курса слушатель начинает разбираться в современных подходах к выбору и применению арматуры для автоматизированных систем управления, овладевает навыками подбора арматуры и аксессуаров в зависимости от технических, экономических и проектных требований, практикуется в умении анализа альтернатив выбора арматуры; определяет возможности повышения уровня проектных спецификаций арматуры в ходе ее выбора на основе применения критериев повышения эффективности арматурного хозяйства и использования современных способов сервиса арматуры, более глубоко узнает связи арматуры не только с особенностями технологии, но и с различными сторонами работы предприятий.
По окончании обучения слушатель получает сертификат о прохождении программы дополнительного профессионального образования и удостоверение установленного образца о повышении квалификации.
Для получения документа об образовании и полного обучения по курсу "Применение трубопроводной арматуры" слушатель должен пройти обязательный базовый курс, не менее одного из специализированных курсов и один курс по выбору.
Особенности дистанционного обучения на курсе
Курс построен в виде электронного учебника и рабочей тетради, что дает возможность слушателям курса использовать свои комментарии и наработки в качестве рабочего конспекта в своей дальнейшей практической работе и профессиональной деятельности.
Сроки обучения
Срок обучения 3 мес. по методике дистанционного обучения с момента открытия доступа
РЕГИСТРАЦИОННАЯ ФОРМА
приведена на сайте www.novotechnos.com и www.promconsult.org или вы можете обратиться по электронной почте valvepromconsult@bk.ru.
МОДУЛЬ ПРИМЕНЕНИЕ ПОВОРОТНОЙ АРМАТУРЫ В МЕТАЛЛУРГИИ
В модуле приводятся данные по применению поворотной автоматической арматуры в процессах металлургических производств, как черной, так и цветной металлургии и горной промышленности и промышленной энергетике металлургических и других производств. Показаны основные технические характеристики и преимущества применения поворотной арматуры вместо арматуры линейного (возвратно-поступательного) типа. Показаны основные особенности выбора арматуры для работы в условиях различных сред. Приведены основные рекомендации по выбору арматуры.
Показано, что арматура значительно глубже, чем принято считать, влияет на технико-экономические показатели работы предприятия. Определяются критерии оценки, и предлагается методика оценки применения арматуры на предприятии, рассматриваются вопросы проектирования арматурного хозяйства и расчета эффекта от применения смарт арматуры. Для реконструируемых предприятий предлагаются способы и программы повышения эффективности арматурного хозяйства.
Пособие будет полезно специалистам предприятий по арматуре, КИП и А, отделам по развитию и студентам старших курсов, разрабатывающих проекты с учетом высокой доли применения современной поворотной арматуры.
Введение
Металлургия является одним из важнейших потребителей арматуры. В металлургических процессах используется значительное количество жидких, газообразных или сыпучих веществ. Высок уровень непрерывности процессов. Количество контуров, обслуживающих основное производство, включающих подачу газа, пара, воды, различных химических реагентов, и отвода побочных продуктов весьма значительно. Значительное число трубопроводных обвязок связывают процессы между собой. На всех них, как и на многих агрегатах установлена поворотная арматура, или она может иметь преимущество перед арматурой типа седельных вентилей и клиновых задвижек.
В металлургических процессах задействованы множество сложных сред, обладающих высокой специфичностью. В частности, арматура должна работать на средах с высокой вязкостью (мазут), высокими энергетическими параметрами (пар, масло и вода высокого давления), взрывоопасные (газы, кислород, водород), летучие или тяжелые (азот, аргон, ксенон), абразивные (доломит, известь, сыпучие ферросплавы и т.п.), агрессивные (электролиты щелочного и кислотного действия).
Многочисленные и сложные среды типа коксового, доменного газов, продуктов отвода дымовых газов, сернокислотных сред с высокой непрерывностью процесса требуют высокого уровня автоматизации. Особой точностью должны обладать процессы при проведении термической обработки продукции в печах с газовым нагревом. Сама автоматизация наиболее эффективна в случае использования поворотной арматуры, способной воспринимать и реализовывать законы регулирования на основе наиболее оптимальных расходных характеристик и пропускной способности. Такая арматура обязательно снабжается различными видами приводов, включая электрические, гидравлические и пневматические. Степень ее совершенства будет характеризоваться не только способностью выполнять управляющие сигналы системы автоматизации, но и иметь возможность производить собственную диагностику и предсказывать свое состояние, без чего уже во многих случаях невозможно провести плановую диагностику и назначить ТО.
В предлагаемом пособии рассматривается арматура поворотного типа преимущественно с автоматическим управлением.
1. Условия применения арматуры
Применение поворотной арматуры зависит от применяемых сред. В качестве основных сред металлургического производства, где может быть широко применена поворотная арматура, можно выделить следующие:
Газы. Газопроводы, криогенные трубопроводы, распределительные трубопроводы используемых газов (кислородопроводы, аргонопроводы, трубопроводы азота, трубопроводы водорода и водородсодержащих газов и т.п.)
Вакуум – дегазации, среднего и глубокого вакуума,
Жидкие среды – мазутопроводы, трубопроводы электролитов, гальваники, травления и т.п., маслопроводы и др.
Энергетические среды – пар, вода высокого давления.
Характерным отличием использования поворотной арматуры является то, что она в целом, как более «способная» к автоматизации используется в технологических трубопроводах.
Арматура делится на запорную и регулирующую. Запорная арматура служит для отсечки потока и составляет до 80% всей арматуры. К ней относят запорные краны и заслонки отсечки потока, аварийной отсечки или вентилирования, а также малую арматуру, такую как пробно-спускную, выпуска воздуха, дренажа. Обычно такая арматура имеет малые условные проходы. Главным способом ее совершенствования является нахождение способов ее унификации и снижения издержек при эксплуатации.
Регулирующая арматура служит для регулирования расхода. Типичными представителями ее являются клапаны регулирования давления, уровня, регулирующие клапаны.
Автоматическое управление. Автоматический привод необходим для обеспечения непрерывности процесса, характерных для металлургического производства.
2. Проблемы перехода от арматуры возвратно-поступательного типа к поворотной арматуре
ЗАПОРНАЯ АРМАТУРА
Еще в 70-х годах применение задвижек и вентилей было распространено значительно шире, чем поворотных заслонок и шаровых кранов. Применение поворотных заслонок ограничивалось температурой не более 100оС. Это было связано с применением преимущественно резиновых уплотнений, неотработанностью конструкции, отсутствием решений для потоков с повышенными параметрами.
Сегодня поворотные заслонки способны выдерживать уже температуры не менее 600оС при давлениях свыше 400 Бар (заслонки компании Mapag, отделение Metso Automation) с герметичностью, соответствующей 1 классу по ГОСТ 9744 в обоих направлениях. Вместо обычных резиновых прокладок используется широкий спектр мягких уплотнений, способных выдерживать температуры до 260оС без потери герметичности. Металлические уплотнения дали возможность применять заслонки в условиях абразивных, сильно загрязненных сред, в т.ч. пара и воды, с повышенным содержанием соли. Переход от безэксцентрикового исполнения, не гарантирующего достаточную герметичность сначала был осуществлен переход к одноэксцентриковому уплотнению, и далее к двухэксцентриковому уплотнению и для наиболее сложных случаев – к трехэксцентриковому уплотнению. Последнее гарантирует герметичное уплотнение по 1 классу. Их значительное достоинство по сравнению с применяемыми клиновыми задвижками является минимальный вес и габариты. Вес поворотных заслонок в 1,5 – 3 раза меньше по сравнению с задвижками. Малая строительная длина создает возможности для уменьшения общей протяженности трубопроводов и сокращения расходов на потребление насосами. Можно выделить несколько основных направлений замены клиновых и шиберных задвижек поворотными заслонками:
1. В условиях, где критичны размеры, в частности, крупные диаметры трубопроводов. Начиная с условного прохода 400мм, строительная высота поворотной заслонки, включая привод, может быть в 1,5-2 раза меньше. В частности для компактных трубопроводных обвязок более применимы малогабаритные поворотные заслонки.
2. В условиях, где требуется не только отсечка, но и регулирование. Поворотные заслонки обладают значительно более высокой способностью к регулированию, по сравнению с задвижками. В частности, они значительно более просто автоматизируются.
3. В условиях, где критичен вес арматуры. В частности, это могут быть транспортные устройства, включая железнодорожные и автомобильные цистерны.
4. В условиях, где критична стоимость арматуры. В частности значительный успех титановых поворотных заслонок при перекачке агрессивных пульп, даже с наличием взвешенных частиц по сравнению с титановыми задвижками, связан с тем, что они имеют меньший вес и, соответственно, меньшую стоимость.
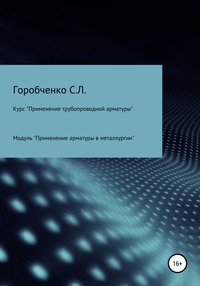
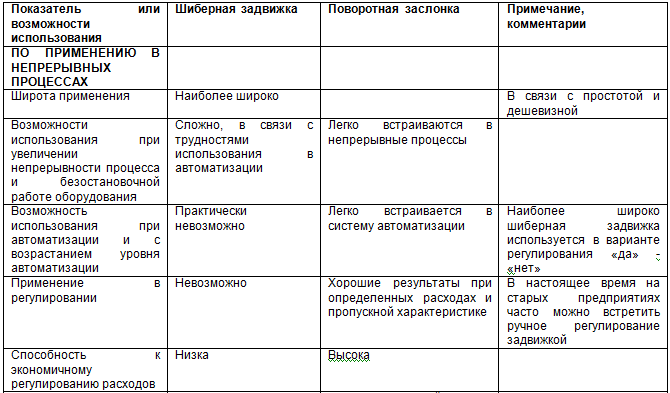
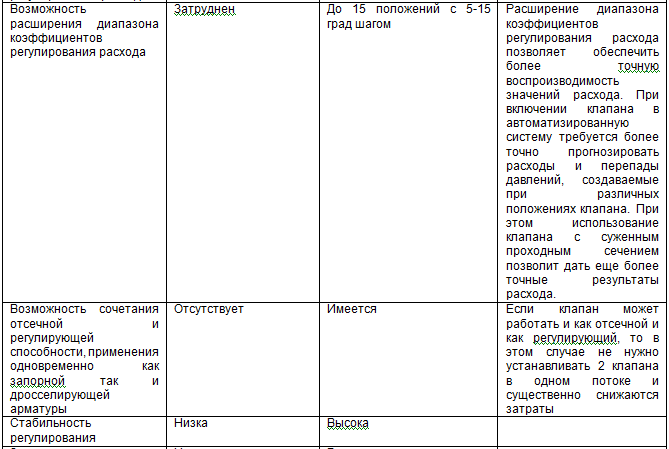
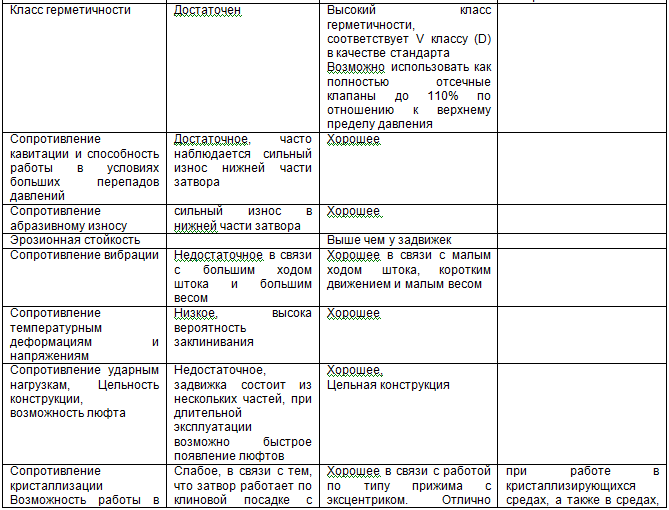
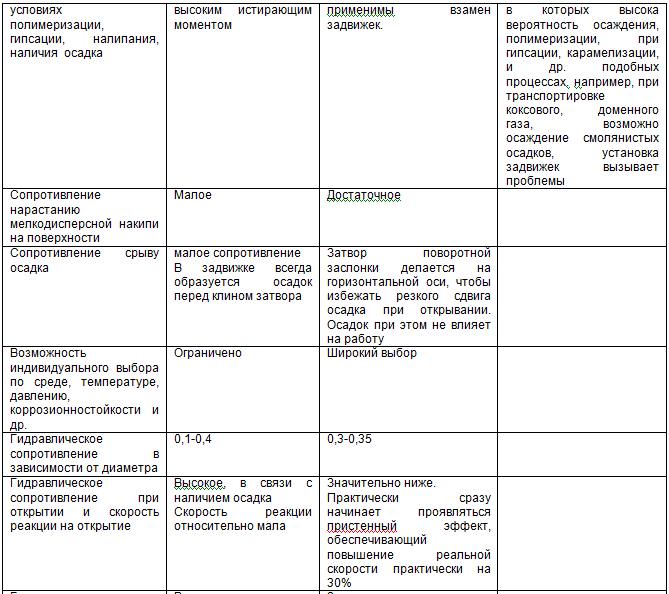
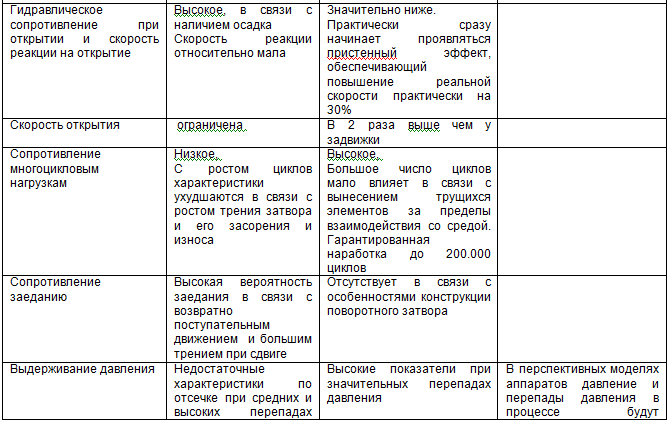
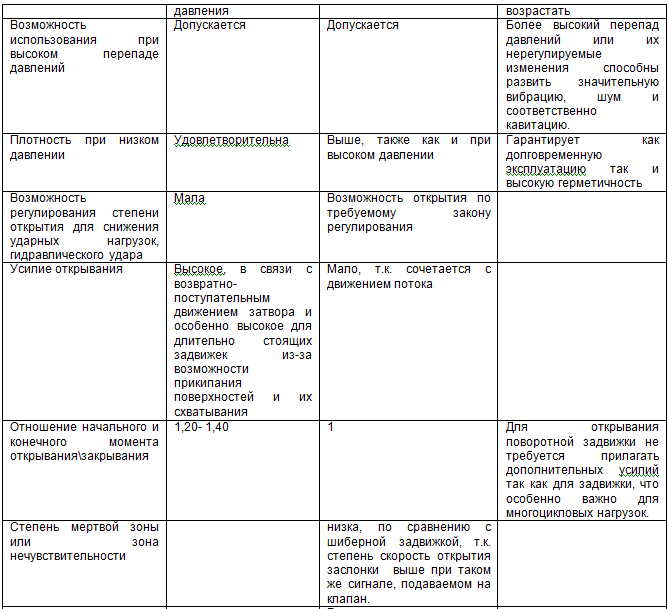
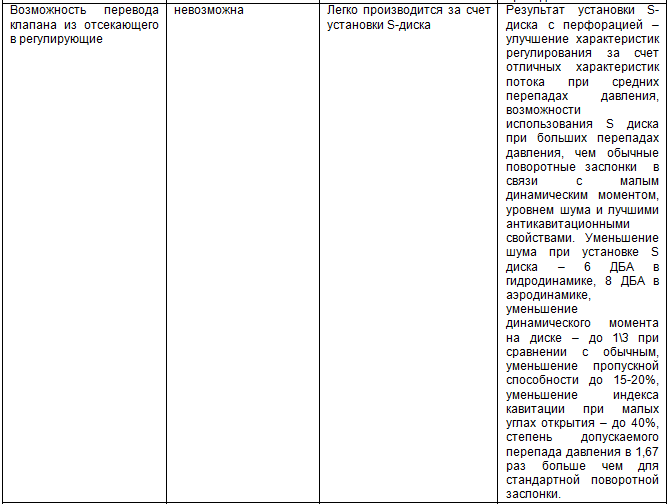
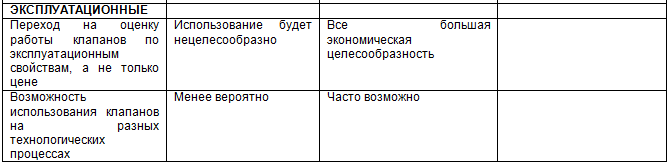
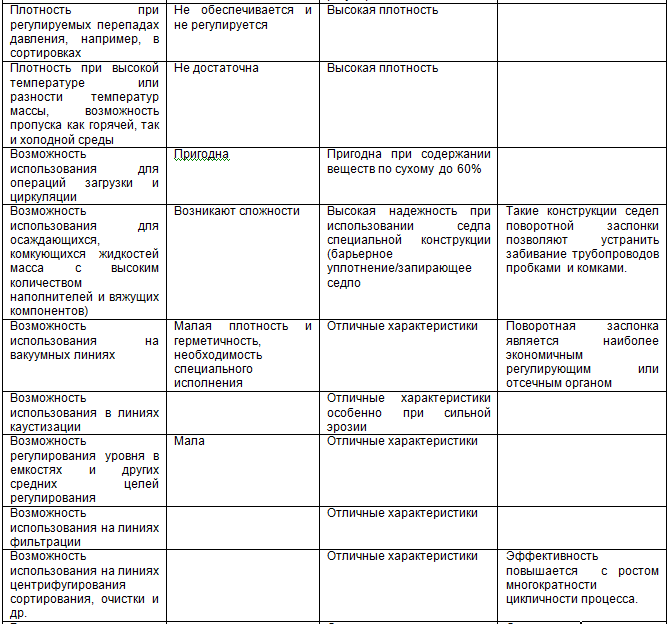
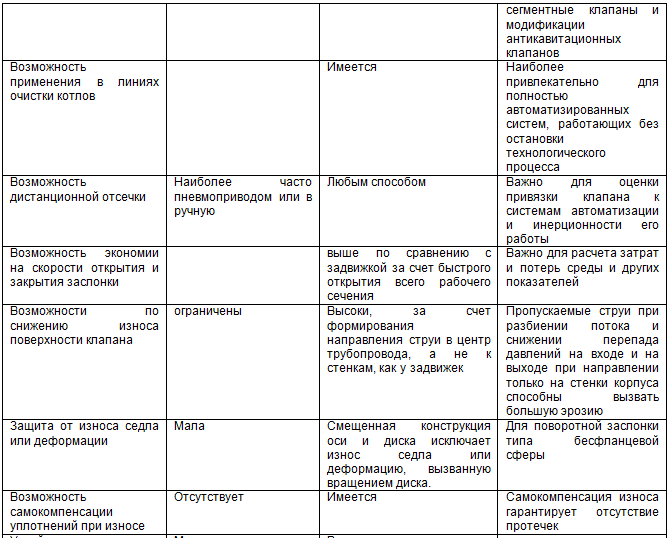
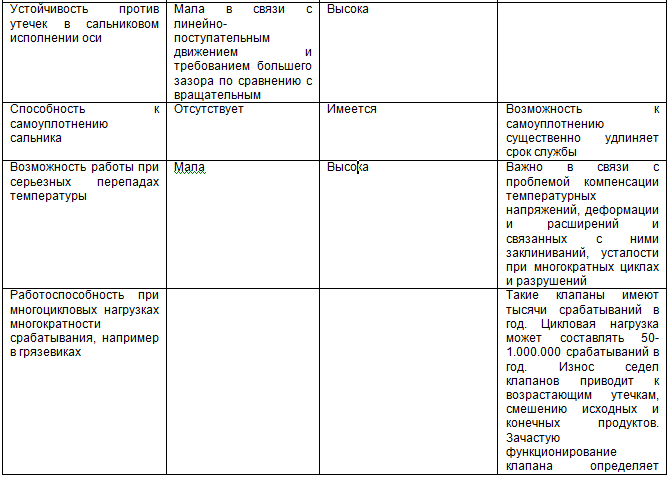
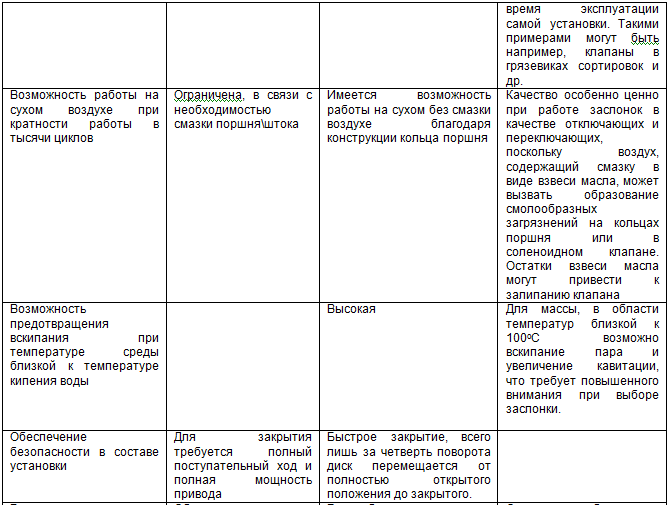
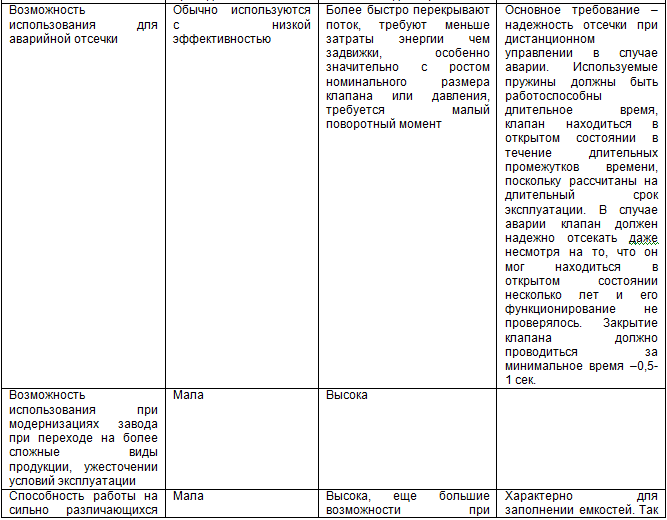
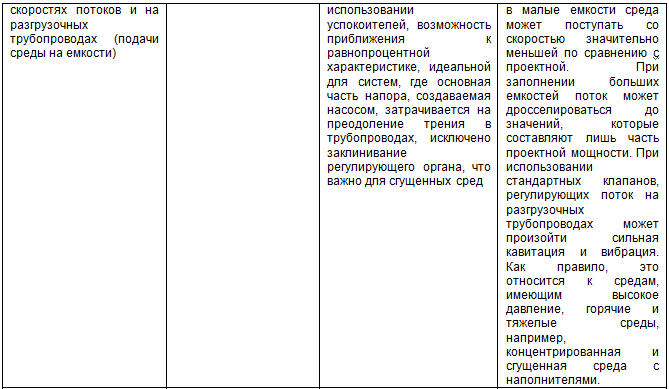
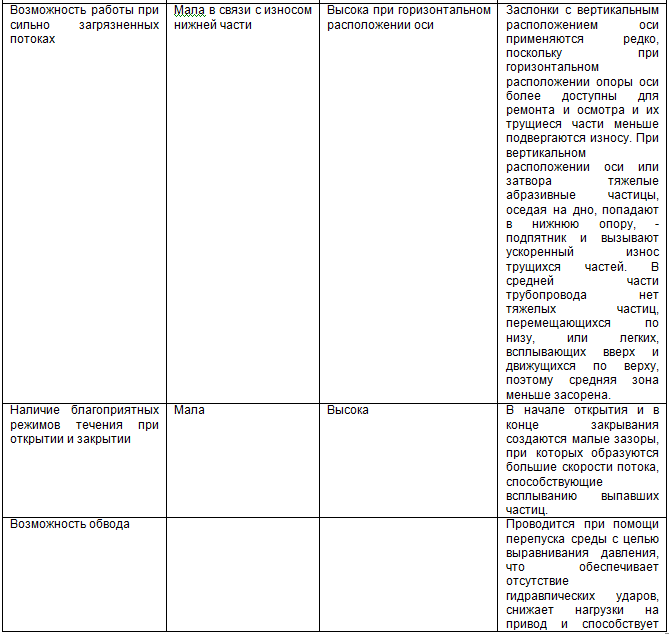
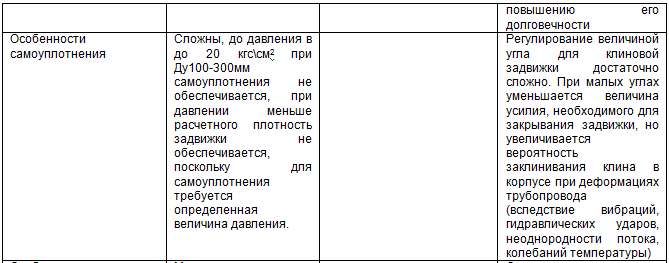
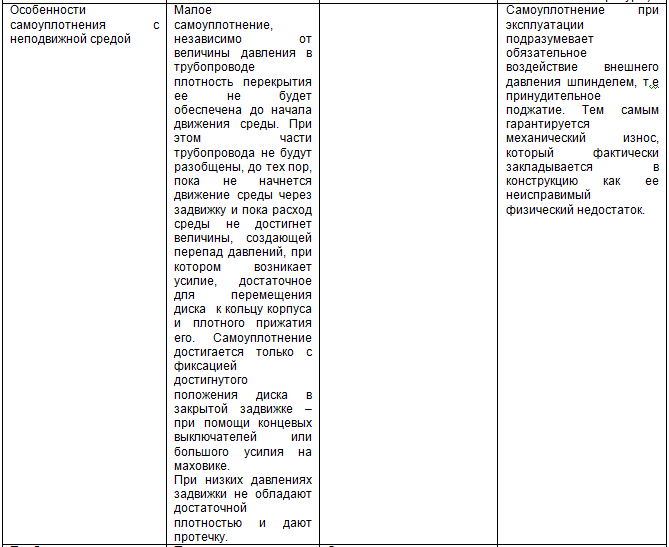
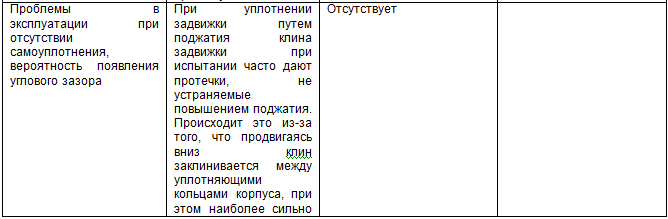
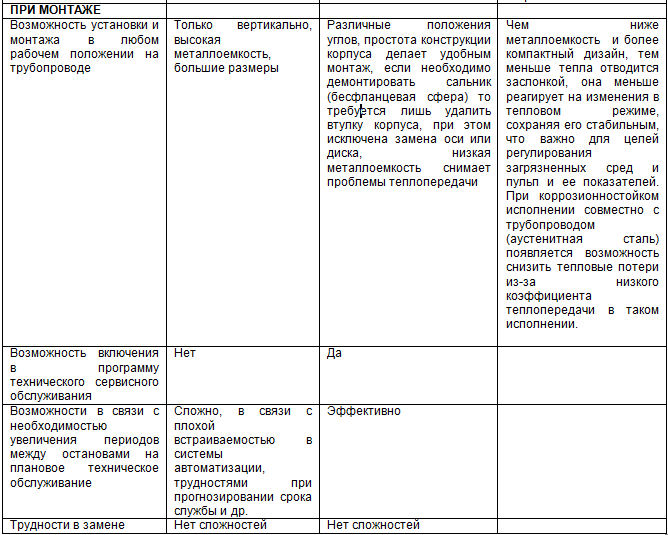
ПРЕИМУЩЕСТВА ПРИМЕНЕНИЯ ПОВОРОТНЫХ ЗАСЛОНОК ВМЕСТО ЗАДВИЖЕК ПРИМЕНИТЕЛЬНО К ЭНЕРГЕТИКЕ И МЕТАЛЛУРГИЧЕСКОМУ ПРОИЗВОДСТВУ
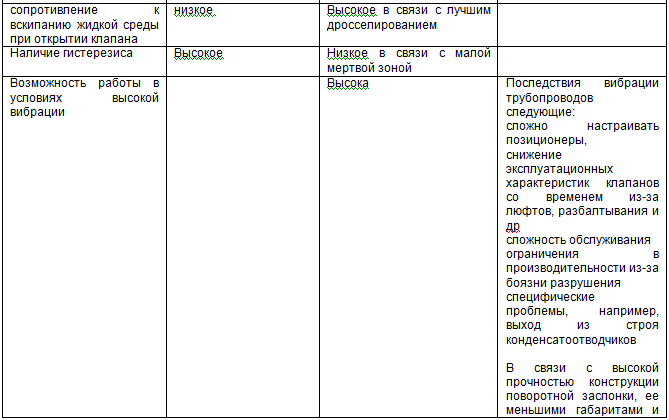
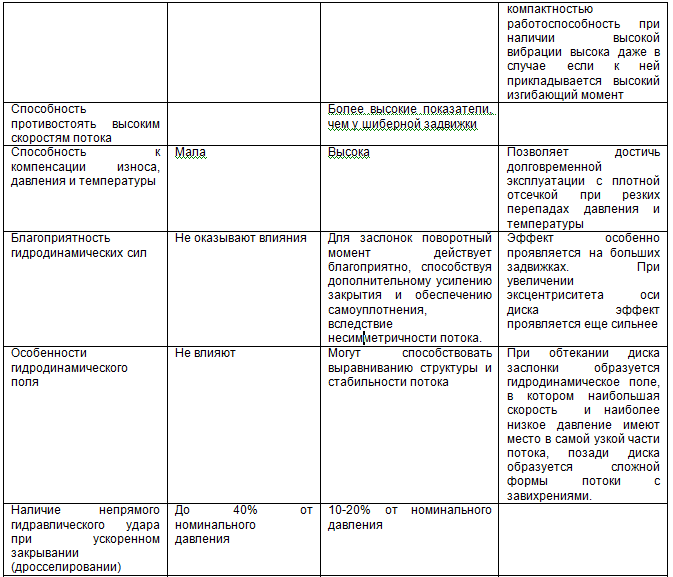
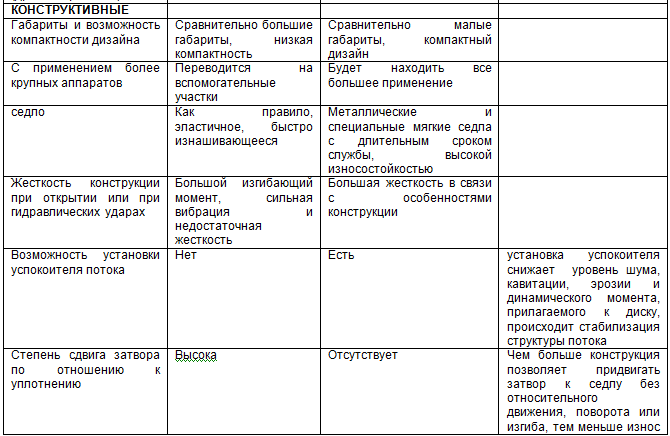
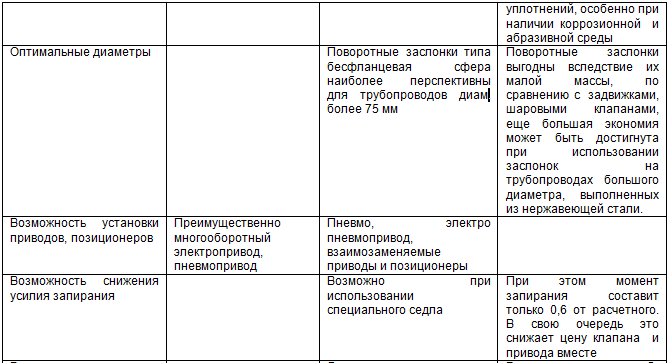
Ниже показаны сводные характеристики преимуществ применения поворотных заслонок вместо задвижек, табл. 2.1.
Табл. 2.1. Преимущества применения поворотных заслонок по сравнению с задвижками.

2.1. П
рименимость поворотной арматуры в металлургическом производстве
Хотя тенденция к замене задвижек и вентилей, безусловно, прослеживается, однако, поворотная арматура не заменяет многие специализированные виды арматуры. В частности, это специализированная арматура, включая предохранительную, защитную, распределительную, фазоразделительную, смесительную и т.п.
Однако с ростом автоматизации будет заметен перевод ряда арматуры из простых регуляторов на принудительное регулирование посредством выполнения команд управления, идущих от системы автоматизации, а не только осуществляющих саморегулирование процесса. Таким образом, например, уже начался перевод регуляторов прямого действия на горелочном оборудовании на применение регулирующих клапанов, как правило, поворотного типа, действующих не от настроенного на определенный параметр давления МИМ, а от команды системы управления.
В предохранительной арматуре выделяется подсегмент арматуры быстрого срабатывания, где применение поворотных клапанов, в большей степени поворотных заслонок было бы наиболее эффективно.
Далее, в соответствующих разделах, приводятся основные параметры замены арматуры, наиболее часто применяемой в процессах металлургического производства на поворотную арматуру производства Metso Automation.
РЕГУЛИРУЮЩАЯ АРМАТУРА
ВЫБОР АРМАТУРЫ
В технических решениях по оснащению клапанами производственных линий необходимо стремиться к минимальной колебательности процесса и отсутствию отклонений от оптимального диапазона регулирования клапана. Причины высокой колебательности регулирующих контуров могут быть разные – и неправильный расчет и выбор клапана, и недостатки монтажа, и плохая настройка клапана и позиционера, помехи и чрезмерные отклонения в процессе. Дороговизна колебательности заключается в потере продукции, внеплановых остановах, снижении эффективности процесса и высоком взаимовлиянии сопряженных контуров.
Выбор регулирующих клапанов долгое время основывался на различных приблизительных оценочных методах и имеющемся опыте. Для восполнения недостатка в точной и быстрой методике выбора разрабатываются методики расчета и выбора регулирующего клапана, благодаря которой можно выбрать наилучший вариант клапана по точности регулирования и регулирующим свойствам для конкретных условий эксплуатации. Методика расчета основана на графических кривых, расходной характеристике и коэффициенте усиления установленного клапана.
ОСНОВЫ РАСЧЕТА. ВНУТРЕННЯЯ ПРОПУСКНАЯ ХАРАКТЕРИСТИКА.
Оптимальный выбор регулирующего клапана по размеру и типу начинается с внутренней пропускной характеристики клапана. В этом отношении пропускные характеристики клапанов тщательно измеряются в различных испытательных лабораториях.
Характеристики клапана замеряются в условиях, когда перепад давления постоянен. В этом случае величина потока, проходящего через клапан «q» пропорциональна его коэффициенту пропускной способности Сv. Так как коэффициент пропускной способности клапана выражает со своей стороны эффективную величину поперечного сечения потока, то по характеристике клапана можно видеть, что эффективность поперечного сечения потока меняется в функциональной зависимости от степени открытия «h» клапана.
На рис.2.1. представлены пропускные характеристики наиболее распространенных клапанов в их функциональной зависимости от коэффициента пропускной способности Ф и степени открытия h.
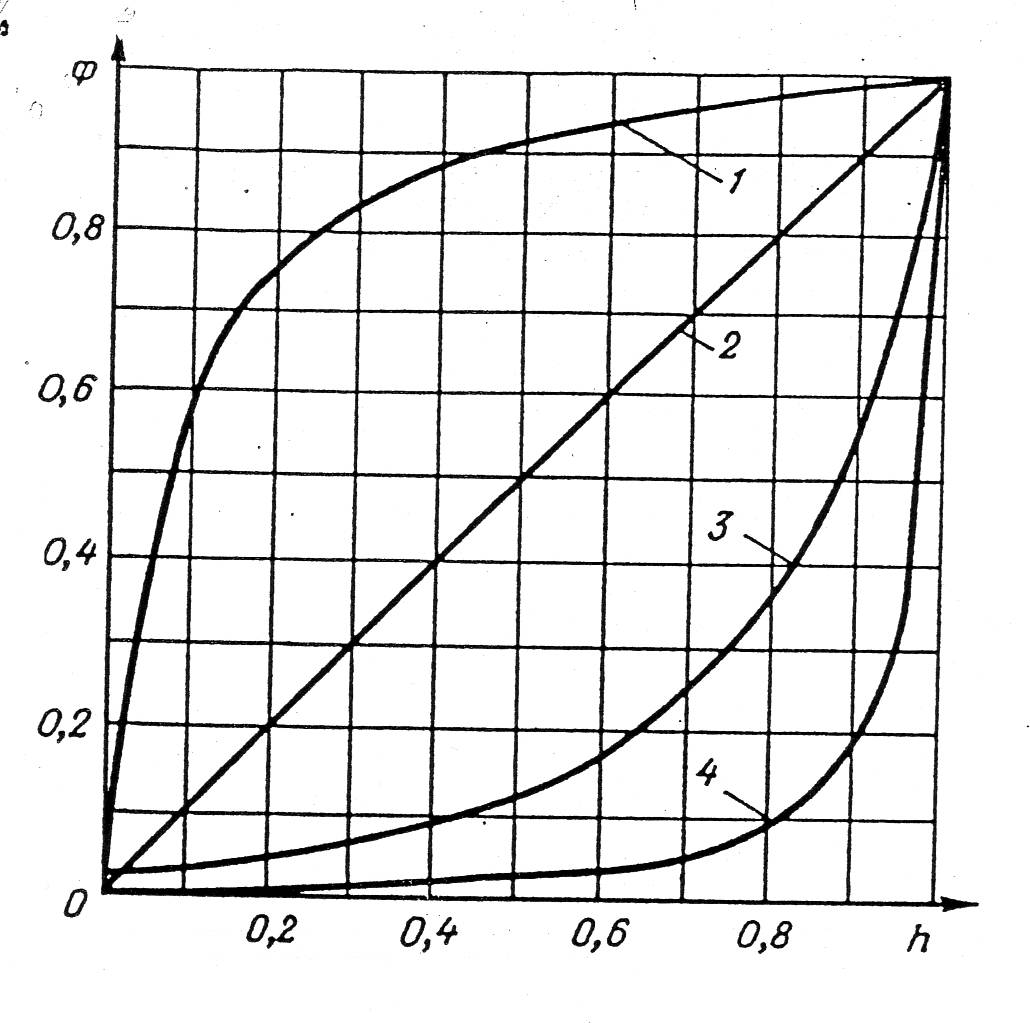
Рис. 2.1. Пропускные характеристики наиболее распространенных клапанов в их функциональной зависимости от коэффициента пропускной способности Ф и степени открытия h.
1,2,3,4, – разные условия работы клапана
УСТАНОВОЧНАЯ РАСХОДНАЯ ХАРАКТЕРИСТИКА
На практике регулирующий клапан – часть технологического трубопровода. Перепад давления в зоне открытия клапана редко постоянен, т.к. при росте величины потока вследствие динамических потерь давление потока на входе клапана падает, а на выходе увеличивается. Поэтому зависимость величины потока q от степени открытия клапана h (вид установочной характеристики) есть функция, как технологического трубопровода, так и внутренней кривой клапана. Влияние изменений перепада давления на регулирующий клапан, установленный в технологическом трубопроводе, показан на рис.2.2.
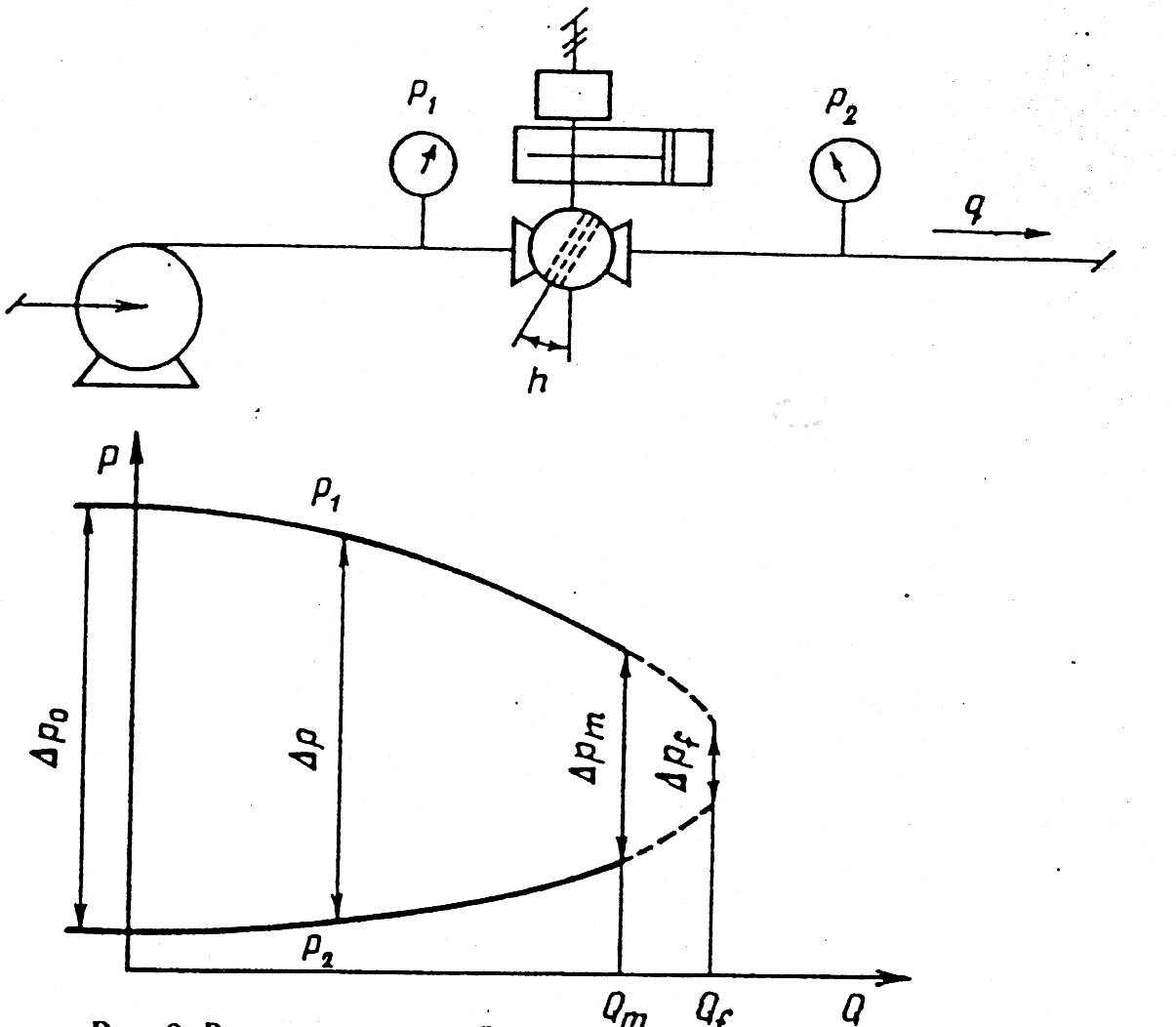
Рис. 2.2. Влияние изменений перепада давления на регулирующий клапан
Природу технологического трубопровода описывают характеризующие коэффициенты Dр1 и Dp2, где нижними индексами определены условия потока, при которых клапан полностью открыт (f) или открыт для обеспечения максимальной величины потока (m) требуемой проектом. Коэффициенты Dpm можно рассчитать по формулам:
Dpm=dpm\dpo (1)
Dpi=dpi\dpo
Где:
dpo – перепад давления при закрытом клапане.
Тип технологического процесса можно рассчитать, когда известны по меньшей мере два различных условия потока, или известны описывающие природу трубопровода коэффициент Dpm и условия максимальной величины потока.
На рис 2.3. представлена рассчитанная по программе установочная характеристика для клапана Q –ball для одного технического решения, требующего понижения давления. В данном решении применен шаровой клапан Q-ball с верхним входом, сечение трубопровода 100 мм. По программе можно также рассчитать скорость потока на выходе и уровень шума в зоне действия регулирующего клапана в целом. Особенность использованного в данном случае решения Q- ball – чрезвычайно широкий диапазон регулирования, что выражается в очень хорошей установочной характеристике.
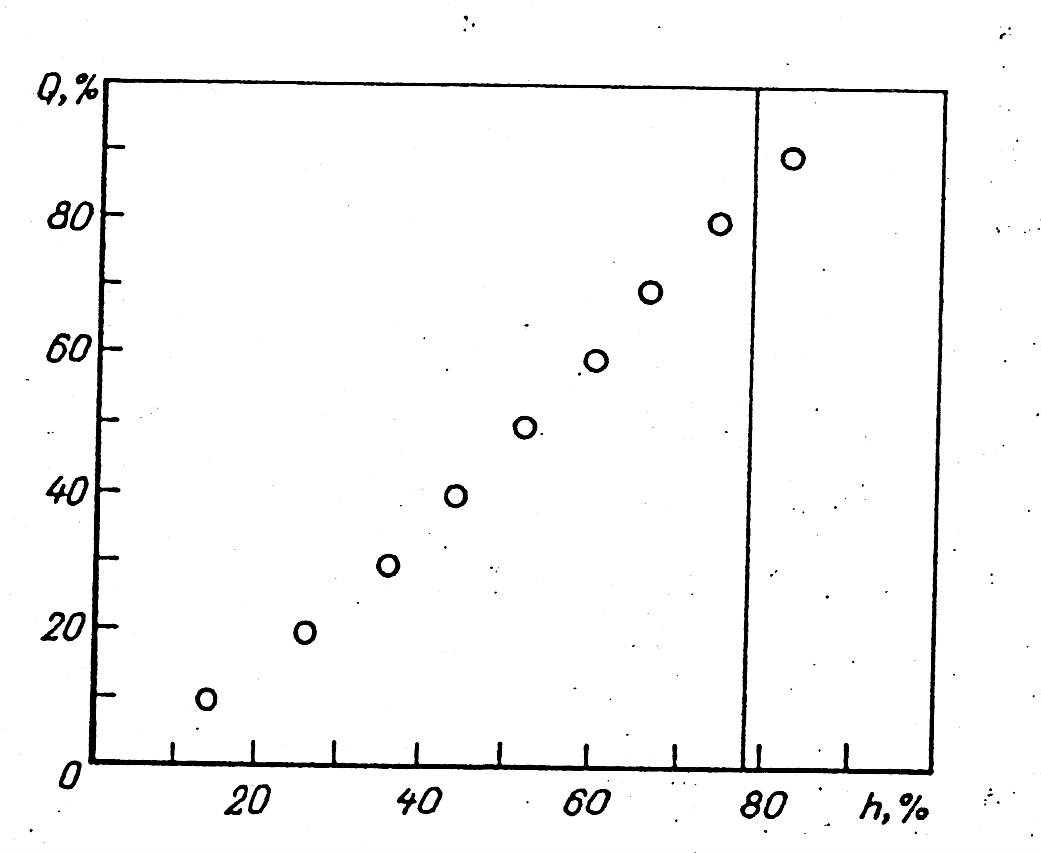
Рис. 2.3. Установочная характеристика для клапана Q-Ball производства Metso Automation для значительного перепада давления. Расчет по программе Nelprof.
УСТАНОВОЧНЫЙ КОЭФФИЦИЕНТ УСИЛЕНИЯ
Достоинства установочной кривой клапана в отношении возможностей и точности регулирования можно определить при помощи кривой усиления. Кривая усиления клапана описывает изменение углового коэффициента установочной характеристики в зависимости от степени открытия клапана. Усиления установленного клапана есть отношение изменения величины потока dQp к изменению степени открытия dh.
G=dQp\dh. (2)
Где Qp – проходящая через клапан относительная величина потока (Q=q\qm)
По формуле 2 можно определить изменение величины потока – изменение величины потока – есть усиление, умноженное на изменение степени открытия клапана.
Усиление установленного клапана – отправной момент при выборе оптимального размера и внутренней характеристики регулирующего клапана для определенного технологического решения. Выбор клапана по его внутренней характеристике необходимо проводить так, чтобы его регулировочные способности сохранялись оптимальными и неизменными независимо от изменения нагрузки в рабочем диапазоне. На практике разные участки в области регулирования стараются сделать линейными в рабочем диапазоне технологического процесса. Тогда и усиление установленного клапана будет наиболее вероятно постоянным в рабочем диапазоне технологического процесса.
Для относительного усиления установленного клапана действительно правило, согласно которому в диапазоне регулирования усиление должно быть не более 0,5, а его изменение может быть лишь немногим более 2. Если установочное усиление не отвечает названным условиям, необходимо вместе с изготовителем тщательно исследовать динамику регулирующей способности во всем диапазоне регулирования. Если усиление данного клапана слишком низкое, высокое или оно сильно колеблется в рабочем диапазоне технологического процесса, это как правило, доставляет трудности в отношении регулирующих устройств. С другой стороны слишком высокое усиление клапана затрудняет точность регулирования, так как для степени погрешности в величине потока клапана действительна формула
DQr=Gdhr. (4)
Т.е. относительная степень погрешности по потоку есть усиление, умноженное на степень погрешности открытия клапана.
На рис. 2.4. представлена соответственно рис. 2.3. кривая установочного усиления регулирующего клапана Q-ball. Из рис. 4 видно, что благодаря внутренней кривой клапана Q-ball достигается почти постоянное усиление в рабочем диапазоне регулирующего клапана. Кроме того, низкое усиление означает на практике прекрасную точность регулирования.
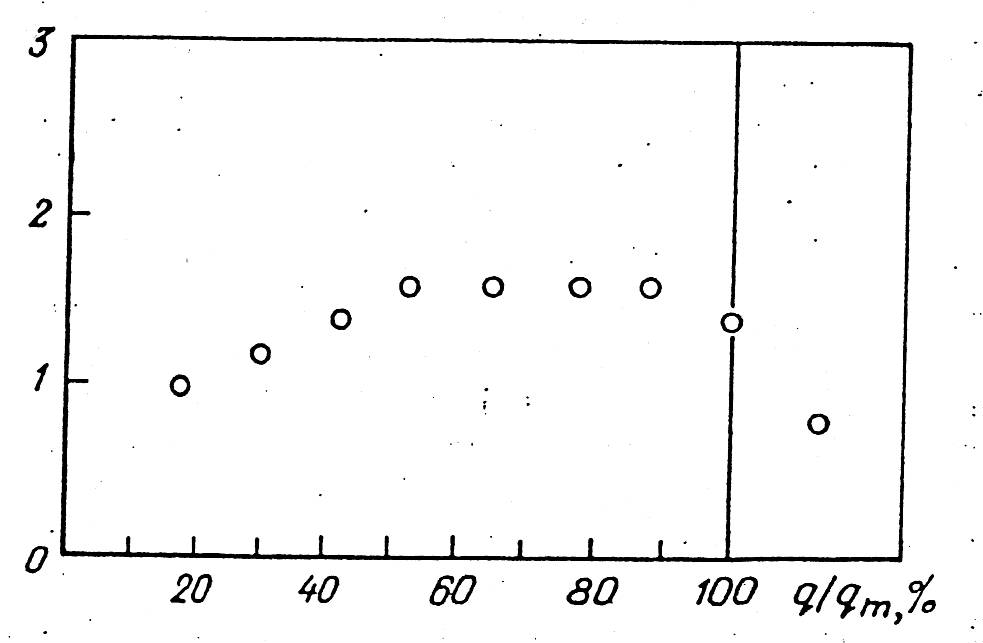
Рис.2.4. Кривая установленного усиления регулирующего клапана Q-ball.
Таким образом, понимая особенности процесса при протекании рабочих сред через клапан и характеристики регулирования, построенной на основе этого знания, уже на первоначальном этапе можно добиться более оптимального выбора клапана с высокими характеристиками, и соответственно его более высокой эффективности в работе.
ПОВОРОТНАЯ И ЛИНЕЙНАЯ РЕГУЛИРУЮЩАЯ АРМАТУРА
В процессах металлургического производства широкое применение находит регулирующая арматура. До сегодняшнего дня в качестве регулирующей арматуры наиболее широко используют регулирующие вентили и задвижки. Значительную часть контуров регулирования обслуживают регуляторы давления. В системах энергетики и металлургии регулирующие клапаны обслуживают различные контуры, где регулируемым параметром выступают расход, температура, давление, концентрация и т.п.
Для приведенных элементов наиболее часто основой закона регулирования является расчеты расхода по падению энергии. При этом основные решения основаны на расчете дросселирующего эффекта. В то же время современные подходы предполагают переход на расчеты по пропускной способности регулирующего органа. Это позволяет в значительной степени улучшить качество регулирования. Однако это предопределило и значительно более расчетный, предсказательный характер определения расходных характеристик потока. Расчетный характер характеристик способствовал более легкой автоматизации процесса. Таким образом, несмотря на значительно более непосредственный и простой характер расчета по эффекту дросселирования и разработки алгоритма регулирования по изменению в потерях энергии, более сложные расчетные показатели через расчет параметров расходных характеристик и пропускной способности заняли свое место в системах регулирования. Основой этой замены стало повышение качества регулирования и требование большей информативности процесса, учета множества дополнительных характеристик. Переход к информационно измерительным системам с включением в него клапана становится более отчетливым.
Регулирующие вентили, как правило, используются на линиях с ручным управлением со стабилизированным, установившимся режимом работы. Для выполнения командного сигнала вентили часто приходится делать двухседельными.
Качество регулирования до настоящего времени определяют по классу точности. На отечественных предприятиях используют классы точности 2,5; 4,0; 6,0, см. табл.2.2.
Табл. 2.2. Классы точности регулирующих клапанов

В существующих стандартах класс точности регулирующих клапанов с позиционером должен быть не ниже 2,5. Чтобы проконтролировать соответствие хода регулирующего клапана определяется значения основной погрешности, порога чувствительности и вариации хода штока. Эти параметры оцениваются по ходовой характеристике регулирующего клапана на полностью собранном и отрегулированном изделии при незаполненном средой корпусе и сальнике, обеспечивающем герметичность подвижного соединения штока при условном давлении Ру. Пневматический сигнал при этом проверяется с точностью +– 0,4% от максимального значения, перемещение – с точностью +-0,5% от номинального хода штока.