Курс «Применение трубопроводной арматуры». Модуль «Применение поворотной арматуры в металлургии»
Дальнейшее совершенствование технологии заключается в применении сернокислотного выщелачивания под давлением до 0,4-0,5МПа в вертикальных автоклавах, что позволяет проводить процесс при температурах до 240-260 оС. В раствор при выщелачивании переходит до 95% никеля и кобальта в виде сульфатов NiSO4 и CaSO4. После очистки от железа раствор нейтрализуют и обрабатывают сероводородом в специальных автоклавах, в результате чего получают сульфидный концентрат. Конечное извлечение из руды 90%.
Аммиачное выщелачивание проводят в 4-х камерных автоклавах объемом 120 м3 для сульфидных никелевых концентратов (14%Ni, 3%Cu, 0,2%Co, 35% Fe, 28% S).
Технологическая схема:
1. аммиачное выщелачивание концентрата при Т =77-82оС, давлении 70 КПа, в раствор в форме аммиакатов переходит никель, медь и кобальт, а железо, окисляясь, выпадает в осадок в виде гидроксида.
2. кристаллизация сульфида меди при нагреве раствора до 110 оС.
3. последовательное автоклавное восстановление водородом никеля и осаждение кобальта сероводородом
4. кристаллизация сульфата аммония из отработанного раствора.
В РФ такие схемы используются на РАО ГМК Норильский Никель для переработки пирротиновых концентратов, на комбинате Южуралникель для переработки кобальтового штейна (автоклавной массы), получаемой пи обеднении конвертерных шлаков, на комбинате Североникель для растворения богатых никелевых концентратов с целью обогащения никелевого электролита.
Другие гидрометаллургические процессы.
– Окислительное выщелачивание в горизонтальных автоклавах с рабочей емкостью до 10 м3 при 108 оС и давлении 1,5 МПа.
– Серосульфидная флотация – флотационное отделение сульфидов и элементарной серы от оксидов.
– Плавка автоклавного сульфидного концентрата (Надеждинский металлургический завод РАО ГМК Норильский Никель).
– Солянокислое выщелачивание (Норвегия).
ОСОБЕННОСТИ ВЫБОРА КЛАПАНОВ
Клапаны и арматура для основных процессов никелевого производства должны определяться при помощи расчета с использованием следующих данных:
– среда
– условия по давлению, температуре, разнице давлений
– требования к регулированию, качество, надежность и погрешность регулирования в течение заданного срока эксплуатации
– возможности автоматизации, используемым протоколам, возможность работы электроники в условиях загрязненной среды никелевых цехов
– конструктивное исполнение и привязка к трубопроводам.
– требование унификации
Сложность выбора клапанов для никелевого производства определяется большим количеством применяемых и сложных сред, большими объемами и скоростями потоков, сложными коррозионными условиями.
В отличие от традиционного выбора по технико-экономическим показателям, для производства никеля и подобных сложных производств лучше осуществлять выбор по наиболее сильным проектным решениям.
Материалы для клапанов ассортимент материалов для клапанов, удовлетворяющим требованиям процессов в металлургии весьма ограничен, и выбор представляет сложную задачу.
Влияние конструкции проточной части. Как известно, регулирование происходит в зависимости от изменения давления и расхода до и после клапана. В связи с особенностями регулирования внутри клапана всегда происходит определенное понижение, и затем восстановление давления. Однако, если в процессе регулирования обычной жидкости после образования кавитационных пузырьков происходит их схлопывание, то в случае снижения давления ниже критического схлопывания не происходит, и на зародившихся пузырьках начинает развиваться поток туманно-капельного типа, выделение солей, деградация растворов и т.п. Возникающие в результате несовершенства проточной части погрешности регулирования и потери, следующие из растущей колебательности процесса, значительно увеличиваются.
Тенденции развития клапанов
– замена седельных клапанов на шаровые и поворотные заслонки.
– замена шиберных задвижек и клиновых задвижек на поворотные заслонки
– унификация клапанов
– автоматизация клапанов и использование современных полевых шин
– перевод на внешнее сервисное обслуживание
2.2. Проблемы истечения двухфазных жидкостей и регулирования их течения
Особенность течения многих жидких сред в металлургии заключается в том, что они могут образовывать двухфазные смеси. Это касается определенной части химических и электролизных процессов, флотации, возможности разложения и выделения газов, вскипания и парообразования.
Это, кроме прочего, означает, что в трубах всегда присутствует как минимум до 5% газовой фазы, как распределенного в виде пузырьков, так и возможно сформировавшихся пробок. Первый случай наиболее част и может вызвать эрозионное разрушение клапанов. В первую очередь, оно выражается в том, что клапан начинает пропускать, не держит давление и не способен регулировать. Результатом в этом случае может быть нарушение всего взаимодействия в системе, идущей от правильного соотношения и разницы давлений в смежных системах.
Во втором случае результат очевиден. Это гидроудар и прямое разрушение клапана. Как известно, сила гидроудара в несколько раз превышает номинальное рабочее давление. Отчеты по состоянию клапанов, имеющих интеллектуальные системы самодиагностики, показывают, что таких гидроударов может приходиться по несколько раз в день, они зачастую связаны с повторными пусками систем после остановов.
Кроме того, при определенных схемах течения должно быть обеспечено правильное соотношение дифференциала давлений между потребителями. Задача регулирования в этом случае возлагается на регулирующие клапаны.
Табл. 3.5. Участки эффективного применения клапанов Neles- Jamesbury на основных и критических участках никелевого производства (справочно)


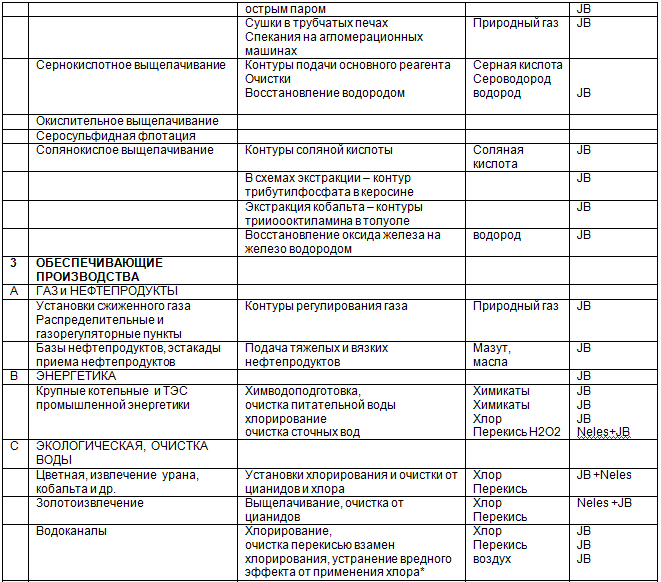

* требуется дальнейшая детализация и уточнение.
4. Типовые схемные решения обеспечивающих производств
4.1. Применение поворотной арматуры в схемах подачи инструментального воздуха
Типовая система подачи технического воздуха на сталелитейном заводе начинается с централизованного блока, который состоит из серии, или батареи компрессоров, которые поставляют воздух к различным устройствам на предприятии, через распределительный трубопровод.
Хотя многие отдельные производственные площадки имеют малые компрессоры, поставляющие воздух для отдельных технологических операций, практически все эти площадки обслуживаются системой подачи технического воздуха.
Технологический процесс
Требования к сжатому воздуху на сталелитейных предприятиях могут быть разделены на две категории в соответствии с функциями. Первое требование: это воздух для компрессоров, который не требует сушки или удаления жидкости. Этот воздух может быть применен для подвода воздуха к многочисленным пневматическим устройствам, а также для устройств по удалению отходов. Также этот неосушенный воздух используется для вибрационного оборудования. Воздух служит движущей силой вибрационного перемещения при вибрационной подаче материала, в вибробункерах и саморазгрузочных устройствах. Второй функцией технического воздуха является получение из него приборного воздуха с помощью пневмостанции высушивания и очистки до фильтрации и после фильтрации, специально сконструированной для удаления влаги и пыли. Этот очищенный и высушенный воздух затем подается через трубы к различным панелям управления и приборам. Давление подаваемого технического воздуха обычно бывает от 60 psi до 90psi в зависимости от потерь и перепада давления в системе распределения. Давление приборного воздуха обычно поддерживается на уровне 40psi.
Наиболее очевидная проблема систем с неосушенным техническим воздухом это то, что влага, которая собирается в сети, приводит к замерзанию системы зимою. Наилучшим решением является поддержание работоспособности системы с помощью нашей PMV продукции.
Применение клапанов
А. 1 1/2" 351 отсечной клапан (cм. пункт 3)
В. 3/4” 351 отсечной клапан (см. пункт 3)
С. 2” 351 отсечной клапан (см. пункт 3)
D. 1” клапан регулирования давления

Рис. 4.1. Типовая схема подачи приборного воздуха [3]
4
.2. Применение в схемах парогенераторов
Пар широко применяется в процессе производства стали для таких целей, как регулирование нагрева, сушки и влажности, а также как движущая сила турбин и турбокомпрессоров. Он также широко используется для защиты оборудования.
Технологический процесс
Пар производится в котлах из воды высокой степени чистоты, которая нагревается топливным маслом, природным газом, углем, доменным газом, коксовым газом или комбинацией вышеперечисленного. Перегретый газ добавляется с помощью блока действующего как пароперегреватель. Блок измерения температуры пара называется B.T.U . Способность к нагреву часто определяется как 1/180 температуры нагрева, необходимой для того, чтобы поднять температуру одного фунта воды от 32 F до 212 F.
Влажный пар является менее желательным, чем сухой и перенасыщенный пар. По большей части, пар, производимый для использования на сталелитейных комбинатах, должен находиться под давлением не больше 170psi и иметь температуру не больше 450 F.

Рис. 4.2. Схема парогенератора [3]
ПРИМЕНЕНИЕ В СХЕМАХ КОНДЕНСАТОРА ПАРОГЕНЕРАТОРА
Конденсат формируется, когда пар отдал или потерял тепло. Конденсацию пара на сталелитейных предприятиях можно разделить на две категории. Первая категория это нежелательная конденсация, появляющаяся вследствие излучения тепловой энергии трубопроводом и от установленных элементов, таких, как клапаны и регуляторы. Вторая категория – это формирование конденсата по мере того, как пар проходит нагревательное и обрабатывающее оборудование. Чем быстрее работает пар, тем быстрее он превращается в конденсат и из кг пара получается кг конденсата.
Конденсат удаляется для того, чтобы подвести пар для технологического процесса, максимально очищенный от излишней влаги. Конденсат удаляется с помощью отводов и паросепараторов.
Оборудование восстанавливает конденсат и отправляет его обратно в котел для использования в качестве вторичного источника воды для котла.
Паросепараторы расположены в каждой нижней точке трубопровода и в конце каждого прогона. Максимальное расстояние между паросепараторами не превышает 200 футов.

Рис.4.3. Применение арматуры в схемах конденсатора [3]
ПРИМЕНЕНИЕ В СХЕМАХ ПАРОГЕНЕРАТОРА. СХЕМА ПОДАЧИ ЖИДКОГО ТОПЛИВА
Наиболее привычный тип топлива, которое используется для нагрева котлов парогенераторов это топливное масло №6, которое имеет вязкость 3000 SSU. Температура топлива 130 F.
Технологический процесс
Топливное масло подается из системы подачи в накопительные баки (хранилища), оснащенные внутренними нагревателями, работающими на пару и сконструированными для хранения масла при температурах приблизительно 90 F, учитывая температуру 0 F. Масло затем подается через нагреватели всасывающего типа, которые получают тепло от пара и сконструированы так, что поднимают температуру топливного масла с 90 F до приблизительно 130 F, при которой масло обладает большей текучестью. В системе распределения применяются перфорированные затворы для удаления загрязнения. Затворы устроены так, что можно удалять и чистить один из них во время эксплуатации системы, пока система работает с одним затвором.
Трубопровод подачи топливного масла и его обратный трубопровод имеют путевой подогрев, который осуществляется с помощью небольшого паропровода. Он помещается в тот же канал, что и линия подачи масла и покрывается изоляцией совместно с нею, чтобы поддерживать температуру масла для обеспечения текучести масла и его подачи по трубопроводу.
Расходные резервуары или впускные резервуары оснащены балансирующим коллектором, который эффективно балансирует уровень, каждого из резервуаров, для улучшения параметров распределения.
Рабочие насосы, используемые в системе подачи масла, обычно электрические. Резервные насосы или насос обычно управляются паровой турбиной и включаются в процесс при перебоях с электроснабжением или при любой неисправности электрического насоса.
Основной проблемой системы распределения масла является потеря тепла. Без значительного нагрева топливное масло становится вязким, и работать с таким маслом крайне неудобно.
Конец ознакомительного фрагмента.
Текст предоставлен ООО «ЛитРес».
Прочитайте эту книгу целиком, купив полную легальную версию на ЛитРес.
Безопасно оплатить книгу можно банковской картой Visa, MasterCard, Maestro, со счета мобильного телефона, с платежного терминала, в салоне МТС или Связной, через PayPal, WebMoney, Яндекс.Деньги, QIWI Кошелек, бонусными картами или другим удобным Вам способом.
Вы ознакомились с фрагментом книги.
Для бесплатного чтения открыта только часть текста.
Приобретайте полный текст книги у нашего партнера:
Всего 10 форматов